|
авторский проект Напалкова Александра Валерьевича |
|

|
Атлас
конструкций холодновысадочного и резьбообразующего инструмента. Инструмент для формообразования внутренней резьбы. – 33 листа.
СТП
107.3.19-81 Калибры-пробки гладкие диаметром от 3 до 50 мм. Конструкция и размеры.
1981. – 36 с.
СТП
107.3.17-81 Скобы листовые для диаметров от 10 до 100 мм. Конструкция и размеры.
1981. – 30 с.
СТП
107.3.16-81 Скобы листовые для диаметров от 1 до 10 мм. Конструкция и размеры.
1981. – 30 с.
Писаревский
М.И. Накатывание точных резьб и шлицев. М.,
Л.: Машгиз, 1963. – 180 с.
Вопрос 74: Добрый вечер! Есть желание заняться
производством метиза. С нуля. Желание возникло давно, 15 лет назад, когда в
своем производстве корпусов для теле-коммуникационщиков начал использовать
винты TAPTITE. В связи с этим хотелось бы услышать мнение специалиста в этой
области. Насколько жизнеспособно такое желание? Если есть данные, то не плохо
было бы понять экономику производства, начальные капиталовложения, требования
к персоналу и помещению. В идеале - небольшой бизнес-план по этому вопросу. С
каких объемов выпуска этого продукта производство становится рентабельным? Для решения актуальных вопросов после холодной высадки: Нанесение гальвано-цинкового
покрытия с голубой, белой, желтоблестящей пассивацией компания INGENIERIA GALVANICA, S.L. (INGAL) Испания представляет свою новую разработку: Автоматическая линия
барабанного типа для гальванических покрытий крепежных деталей с производительностью
2000 кг в час. На 12 листах на русском языке
представлены: Технические данные, описание
оборудования, входящее в линию, и принадлежностей, включая запасные части,
электрооборудование, автоматика, система управления, описание последовательности
сборки, монтажа линии. Общая стоимость линии… подробнее
>> Вопрос 69: Пришлите, пожалуйста,
технологические схемы с конструкцией инструмента на детали типа болт с
внутренним шестигранником, болт с шестигранной головкой и фланцем, пустотелая
заклепка. Спасибо. Существующие и новые
подходы к производству самостопорящихся гаек. Исследования и испытания
крепежных соединений в автомобилестроении привели к созданию новых видов
крепежных деталей прогрессивных конструкций. Применение нового прогрессивного
крепежа позволяет эффективно снизить затраты на производство и повысить
эксплуатационные свойства механизмов и машин. Многофункциональность
прогрессивного крепежа позволяют с одной стороны отказаться от
малоэффективных вспомогательных деталей, таких как шайба, шплинт, вязочной
проволоки, контргаек, с другой стороны застраховать ответственные … таблица Fiat-ВАЗ 01346 Витые пружины сжатия. Качество и допуски …>> ОСТ
37.001.110-72 Гайки шестигранные самостопорящиеся
с зубчатым буртиком …>> |
ВИНТ и ГАЙКА: «СПИРАЛЬ ЭВОЛЮЦИИ» А. Сухов
Появление
на Земле винта, равно как и колеса, остается загадкой. Винты, датированные многими
веками до Рождества Христова, археологи находят и в Китае, и в Азии, и на
американском континенте. Причем по точности изготовления древнейшие изделия
порой превосходят более поздние образцы. Но, пожалуй, самая
поразительная находка была сделана в 1865 году в шахте на территории штата
Невада. Кусок полевого шпата, которому, по расчетам археологов, 21 миллион
лет, скрывал ржавый стальной винт длиной около двух дюймов; профиль его
резьбы четко отпечатался на минерале. Другой - конусный - винт обнаружили на
территории Китая в черном камне размером примерно 8х7 см в 2002 году. После
долгих дискуссий ни одна из гипотез, объясняющей его происхождение
естественными процессами, не была признана учеными удовлетворительной. Кто
знает, возможно, эта загадка досталась нам в наследство от предыдущей
цивилизации или прибыла из глубин Вселенной!
Впрочем, и на нашей планете
вдоволь естественных винтовых линий: раковина улитки, вьющийся ствол лианы
или стебель плюща. Поэтому неудивительно, что винт открывали во многих
странах по несколько раз. В европейской истории его первооткрывателем
считается Архитас Тарентийский - философ, математик и механик, живший в IV-V
веках до РХ. Его именитый современник Платон открыто возмущался тем, что
чистую науку геометрию Архитас опорочил прикладной механикой. Не без влияния
Платона механика была отлучена от геометрии и надолго примкнула к военному
искусству. Между тем, Архитас создал множество механизмов, среди которых и
деревянная модель птицы с паровым движителем, которой восхищался весь
античный мир.
К первому веку до Рождества Христово деревянный винт
получил всеобщее распространение на берегах Средиземного моря. В основном он
работал в прессах - для производства вина, оливкового масла или отжима белья.
Недавно при раскопках Помпеи были найдены довольно изящные медицинские
инструменты того времени со стальными винтами (они хранятся в Американском
Национальном Историческом музее). Технология их изготовления окончательно не ясна.
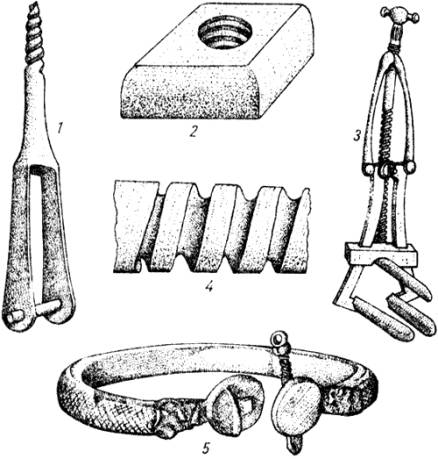
1 — конически
сужающийся железный винт для работы с деревянными изделиями, снабжённый
шкивом для продевания шнура (Заальбург, ок. 200 г. н.э.); 2 — железная гайка
диаметром 21 мм (Нидербибер, ок. 265 г. н.э.); 3 — гинекологическое зеркало (Афины, 1 или 2
в. н.э., бронза); 4 — винтовая нарезка
для гинекологических инструментов (Помпеи, бронза, I в. н.э.); 5 — золотой браслет с винтовым замком (4 в.
н.э.). РУССКИЙ СТАНДАРТ
Однако прошло еще полвека,
прежде чем его соотечественник Витворт предложил стандарт для резьб:
равнобедренный треугольник с углом при вершине 55 , закругленной на 1/6 его
высоты. В начале XX века германская комиссия по нормам изменила стандарт:
вершины срезали до начала закруглений. Вслед за Витвортом свой стандарт
треугольной резьбы с углом 60 предложил американец Селлерс, и четыре года
спустя его система вводится на территории США. Привычная нам метрическая
резьба с углом 60 и срезанными на 1/8 высоты вершинами была принята в лишь
1898 на Цюрихском конгрессе.
|
Справочник. Под ред. д-ра техн. наук проф. Г.А. Навроцкого. М., Машиностроение, 1973 – 496 с.
Технологические
расчеты упругих элементов.
Автонормали.
Пружины. Содержание >> DIN
558 M
5 to M 36 hexagon head screws threaded up to the head Product grade C …>> таблица Fiat-ВАЗ 10139 Гайки
шестигранные с пояском для законтривания …>> ОСТ 37.001.015-85 Пружины клапанные автомобильных двигателей. Технические
требования. Методы контроля и правила приемки. Упаковка, транспортирование,
хранение …>> ОСТ 37.001.106-75 Болты с полукруглой головкой и
квадратным подголовником. Конструкция и размеры …>> ОСТ 37.001.109-72 Гайки шестигранные самостопорящиеся с нейлоновым кольцом.
Конструкция и размеры …>> Для решения актуальных вопросов при
подготовке металла для холодной высадки: 1. Очистка
катаной проволоки от окалины для отжига в среде защитного газа, 2. Очистка катаной
проволоки от окалины и нанесение покрытия перед предварительным волочением, 3.
Нанесение покрытия на отожженный материал для последующего волочения
(фосфатирование, нанесения полимерного покрытия, нанесения известкового слоя)
компания STAKU
Anlagenbau GmbH (Германия)
представляет свою полностью новую разработку: Автоматическая установка для погружного
травления проволоки в бунтах и нанесения на неё покрытия. На 19 листах на русском языке
представлено: подробное описание установки на 4-х листах (включая режимы и
последовательность обработки), технические характеристики установки (20
параметров) на 2-х листах, объем поставки с подробным описанием каждого компонента
на 12 листах, коммерческие условия на 1 листе… подробнее >> Вопрос 68: Если Вы имеете контакт
с фирмой YUTA Прошу выслать каталог с прайсом. Вопрос 66: Прошу Вас, сообщите
полный перечень таблиц Фиат Ваз на заклепки. Вопрос 64: Хотел бы спросить Вас, нет ли в Вашем распоряжении
литературы по технологии резьбонакатки, особенно саморезов? Нужны
технологические расчеты. Если нет, то, может быть, подскажете... Краткий
обзор развития автоматизированного холодновысадочного производства. Гайки и
болты, как крепежные детали, получили широкое распространение с началом
промышленной революции, связанной с изобретением в 1765 году James Watt парового двигателя. Производители первых машин и
деталей для них поняли, что резьбовые соединения могут принципиально улучшить
конструкцию сложных механизмов, значительно облегчить сборку и повысить их
надежность… |
|
|
|
|
|
|








Опубликованные и неопубликованные рукописи автора: |
|||||||
|
|
|
|
|
|
|
|
Маркировка крепежа |
Контроль качества |
Разделительные операции |
Обзор развития ХОШ |
Стопорящиеся гайки |
Низкие гайки |
Фаска на деталях |
Плоские шайбы |






|
При использовании
материалов сайта обязательна ссылка на сайт и автора следующим образом: © Напалков
Александр Валерьевич : Рукописи : на www.nav.t-k.ru |
Последнее обновление21-06-2010 |