|
<< назад
: вперед >>

Вопросы и ответы
>>

Автонормали >>
Расчет
потерь при подготовке металла и производстве саморезов,
болтов и гаек. Пакет материалов. – 20 с.

Содержание >>
Bufab
Bulten Stainless AB BUMAX. Каталог нержавеющего
крепежа. Каталог продукции компании

Содержание >>
Bufab Kit AB. Каталог мебельного крепежа. Каталог продукции компании

Содержание >>
Расчет
потерь при подготовке металла и производстве деталей
Винт самонарезающий 4,2х25,
4,2х32 при
массовом и крупносерийном производстве. Пакет материалов. – 4 с.

Содержание
>>
РД 37.002.0208-90. Объемная штамповка крепежных деталей. Конструктивные и технологические расчеты. -
Горький, 1990. – 288 с.

Содержание
>>
Оборудование
для штамповки детали Rivet Creux 10 х18 - Пустотелая
стальная заклепка при
массовом и крупносерийном производстве. Пакет материалов. – 51 с.

Содержание
>>
Технологические
расчеты упругих элементов.
Руководящий
технический материал. Часть 1. Поверочные расчеты пружин и пружинных колец. Ливотов В.С., Просвиров А.С.,
Напалков А.В. – Волгоград, 2002 – 16 с.: ил.

Скачать
бесплатно >>
таблица
Fiat-ВАЗ 10125 Гайки
шестигранные самоконтрящиеся с нейлоновой вставкой …>>
Вопрос 123: Очень заинтересовала
Ваша техническая библиотека.
Интересует вопрос редуцирования заготовки
под шпильку
с двух сторон
ГОСТ 22034
Где об этом можно прочесть?
Ответ >>
таблица
Fiat-ВАЗ 10130 Гайки
шестигранные прорезные нормальные …>>
таблица
Fiat-ВАЗ 10139 Гайки
шестигранные с пояском для законтривания …>>
таблица
Fiat-ВАЗ 10140 Глухие
гайки …>>
таблица
Fiat-ВАЗ 10143 Гайки
шестигранные с бобышками для контактной сварки …>>
таблица
Fiat-ВАЗ 10145 Гайки
квадратные …>>
Вопрос 82: Прошу сообщить, есть ли у Вас
готовые, апробированные чертежи резьбонакатных плоских плашек на самонарезающие
винты?
Ответ >>
Вопрос
76: Прошу выслать по электронной
почте каталог «АВТОМАТЫ ДЛЯ ХОЛОДНОЙ ВЫСАДКИ БОЛТОВ, ГАЕК, СПЕЦИАЛЬНЫХ
ДЕТАЛЕЙ» компании JERN YAO ENTERPRISES CO., LTD.
Ответ >>
таблица
Fiat-ВАЗ 10114 Гайки
шестигранные низкие …>>
таблица
Fiat-ВАЗ 10130 Гайки шестигранные
прорезные нормальные …>>
Вопрос
78: Я хотел бы получить техническую информацию и цены на следующее
резьбонакатное оборудование: Серии АS-003TH, АS-004TH; Серии АS-003THC, АS-004THС, АS-15THС в шумозащитном
кожухе; СерииАS-003HD с барабанным питателем; СерииАS-15TH, АS-20ТН с
вибробункерном.
Ответ >>
Вопрос
77:
Интересует оборудование для нарезания
резьбы М3-М4 в гайках «не-шестигранной формы»
= квадрат, прямоугольник, мелкие детали для сборки бытовых электроустановочных изделий.
Ответ >>
Вопрос
23: Есть ли у Вас перечень фирм, занимающиеся
производством строительного крепежа?
Ответ >>
65 Крупнейших производителей строительного
крепежа в Китае и Тайване …
Программа
теоретического и производственного обучения
по профессии "Автоматчик холодновысадочных автоматов" и Тестовые
задания для автоматчиков холодновысадочных автоматов - описание 26 тестовых
заданий и варианты ответов – 7 листов…
Содержание
>>
Производители автомобильных крепежных
систем в Тайване и Китае ТОМ 1 Представлены более 20 фирм-производителей
автомобильного крепежа…

подробнее
>>
Завод
Красная ЭТНА. Каталог крепежа. Каталог
продукции компании

Содержание >>
Bufab
Bulten Stainless
AB
BUMAX. Каталог
нержавеющего
крепежа.
Каталог
продукции
компании
Содержание >>
Bufab Kit AB. Каталог
мебельного
крепежа.
Каталог
продукции
компании

Содержание >>
Bufab GmbH. Каталог
стандартного
крепежа.
Каталог
продукции
компании

Содержание >>
Компания
SORMAT.
Каталог
крепежа. Каталог
продукции
компании

Содержание
>>
Уральский
завод прецизионных сплавов. Каталог крепежа.
Каталог продукции компании

Содержание
>>
Завод
Красная ЭТНА. Каталог крепежа. Каталог
продукции компании
Содержание
>>
Компания
BOLT.RU Каталог крепежа. Каталог продукции
компании

Содержание
>>
Оборудование
для высадки и накатки резьбового профиля детали Винт-конфирмат
6,4 х 50 при
массовом и крупносерийном производстве. Пакет материалов. – 5 с.

Содержание
>>
Расчет
потерь при подготовке металла и производстве саморезов,
болтов и гаек. Пакет материалов. – 20 с.
Содержание
>>
Оборудование
для
штамповки и
нарезки
резьбы
деталей 305206 П, 864811,
864812,
864813, 864847
при массовом
и
крупносерийном
производстве.
Пакет
материалов.
– 11 с.
Содержание
>>
Профиленакатные станки моделей UPW 12,5 х 70, UPW 25 х 100
Руководство по
обслуживанию. – 76 с.

Содержание
>>
РД
37.002.0208-90. Объемная штамповка
крепежных деталей. Конструктивные и
технологические расчеты. - Горький, 1990. – 288 с.
Содержание
>>
|
ЭКСКЛЮЗИВНЫЕ ГЛАВЫ из книги
Высадка и объемная штамповка
Практика. Технология. Оборудование
Лукша О.Г.
содержание
Глава 2. Оборудование для
производства деталей высадкой и холодной объемной штамповкой
Раздел 9. Основные узлы холодновысадочных
автоматов
Холодновысадочные автоматы состоят из следующих
основных узлов: подачи
металла, отрезки, высадки, выталкивания, переноса заготовок между позициями,
резьбонакатного и устройства подрезки торца и снятия фаски.
Механизм подачи всех холодновысадочных автоматов
при различных конструктивных исполнениях имеют одну принципиальную схему.
Подача металла осуществляется роликами (рис. 43).
Эти ролики подают металл с бунта или прутка в механизм отрезки заготовки. В
ряде конструкций автоматов при диаметре исходного металла более 15 мм имеется
и вспомогательная подача, чтобы задавать или вытягивать конец металла в
автомате (рис. 44).
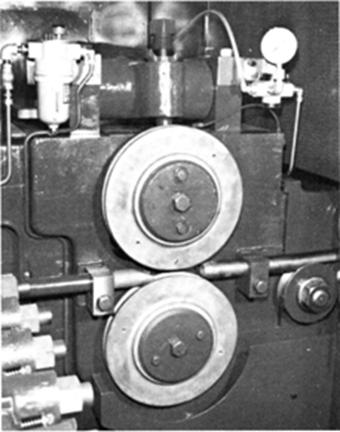
Рис. 43 Механизм
подачи холодновысадочного автомата
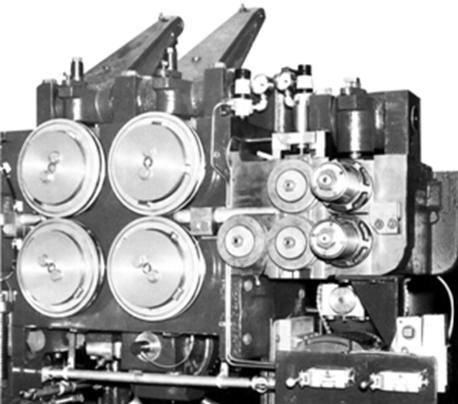
Рис. 44 Механизм подачи автомата со
вспомогательными роликами
Новая система подачи металла зажимными губками
линейного действия используется на автоматах серии FORMAХ (фирма National Machinery), (рис. 45).
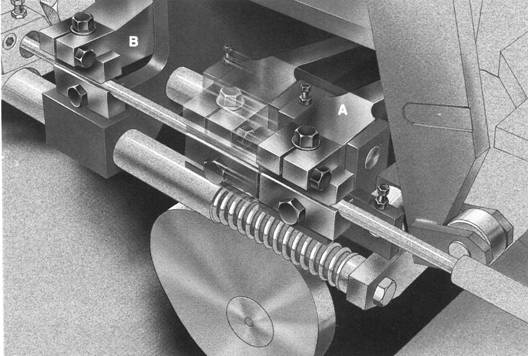
Рис. 45 Механизм подачи холодновысадочного
автомата
серии FORMAX
Отрезка заготовки может производиться как открытым
(pис. 46), так и закрытым способом (втулочным
ножом) (рис. 47). Последний нашел наиболее широкое применение, т.к. закрытый
нож полностью охватывает металл во время операции отрезки. Такая технология
отрезки гарантирует плоскопараллельный рез с равномерным объемом заготовок и
уменьшает необходимость выравнивания торцев перед
штамповкой.
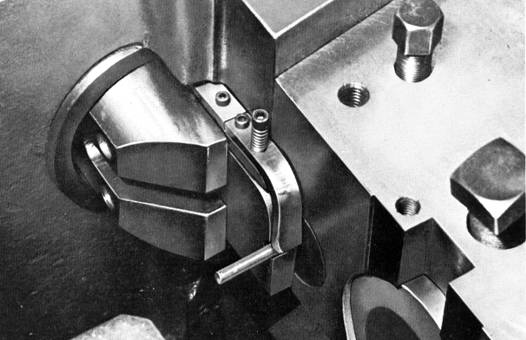
Рис. 46 Механизм отрезки заготовки открытым ножом.
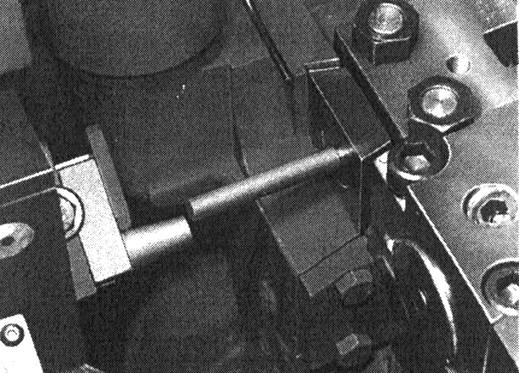
Рис. 47 Механизм отрезки заготовки втулочным
ножом.
Узел высадки состоит из блоков пуансонов и
матричного блока. Блок пуансонов крепится на ползуне пресса (рис. 48).
Формирование изготавливаемых изделий происходит как в матричном блоке (pис. 49), так и в блоке пуансонов.
Рис. 48 Блок пуансонов холодновысадочного
автомата.
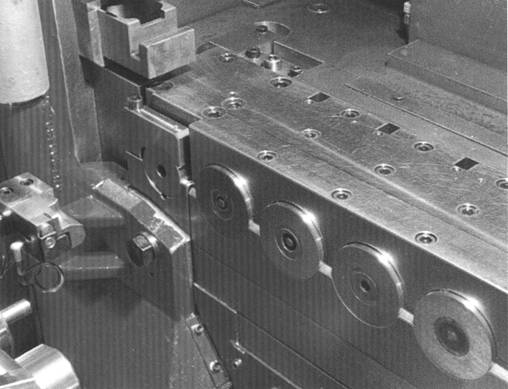
Рис. 49 Матричный блок
холодновысадочного автомата.
Механизм выталкивания служит для выталкивания
заготовок из матриц технологических переходов. При изготовлении специальных
деталей технологически бывает необходимо применять выталкивание и со стороны
пуансонов, для этого на автоматах устанавливается механизм выталкивания из
пуансонов.
Механизм переноса
предназначен для захвата вытолкнутой из матриц заготовки и переноса ее с
одной позиции на другую (pис. 50). Совpеменные механизмы переноса отличаются большим
разнообразием, но все они выполнены, как правило, с механическим приводом. На
некоторых автоматах эти механизмы используют также для переноса исходной
заготовки, отрезанной закрытым ножом-втулкой, с промежуточной позиции на
первую позицию высадки (пример, фирма «Нейшнл машинери»).
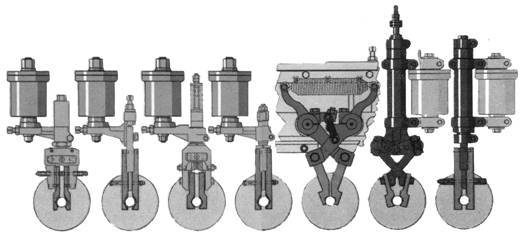
Рис. 50 Механизмы переноса
холодновысадочных автоматов.
Для переноса заготовок применяют постоянные
магниты, магниты с заталкиванием коротких заготовок в матрицы, пружинные
неуправляемые и рычажные управляемые пальцы (клещи). Механизм, как правило,
монтируется в поворотном корпусе с пневмо-,гидро- и
другими видами приводов. Поворот корпуса необходим для удобства наладки.
По принципу работы механизмы переноса гайковысадочных автоматов идентичны механизмам автоматам
для стержневых деталей, описанных выше.
Механизмы переноса выполняют со следующим
перемещением заготовок:
1.
По дугам
окружностей в плоскости, перпендикулярной осям штамповки.
2.
По дугам
окружности в плоскости осей штамповки с кантовкой заготовок на 180
3.
Прямолинейным
без кантовки заготовок.
Прямолинейным с
кантовкой заготовок на 180 вокруг осей, перпендикулярных осям отверстий,
штамповки деталей.
Механизмы переноса первого типа в новых автоматах
не применяют, т.к. захватывающие пальцы совершают движение по траекториям,
длина которых больше кратчайшего расстояния в 1,57 раза. В механизме
возникает значительное ускорение звеньев, наблюдается резкие толчки при
работе механизма и, как следствие этого, частое выпадание
заготовок из захватывающих пальцев.
Наибольшее применение нашли механизмы переноса
остальных типов.
Фирмой «Недшруф-Маклийн»,
Бельгия/США создан оригинальный механизм переноса роторного типа (модели
MS1…MS4).Перенос заготовок с позиции на позицию осуществляется четырьмя
непрерывно вращающимися пальцами с постоянной угловой скоростью, поэтому силы
не ограничивают скоростной режим работы автомата (рис. 51). Инструменты
смонтированы во взаимозаменяемых блоках, благодаря чему смена инструмента
проста, исключительно быстра и не влечет никакой наладки. Позиции штамповки
расположены по вертикали.
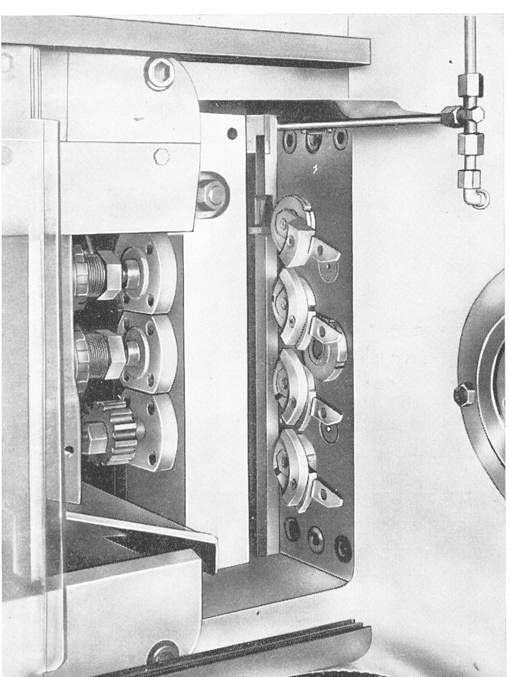
Рис. 51 Механизм переноса холодновысадочного
автомата «Недшуpуф-Маклийн» серии MS
Узел резьбонакатывания
применяется на автоматах для изготовления стержневых деталей. Этот узел кинематически связан с приводом станка. Накатывание
резьбы производится двумя способами: 1. Плоскими плашками 2.
Роликом-сегментом. Наибольшее распространение получила конструкция с плоскими
плашками (рис.52).
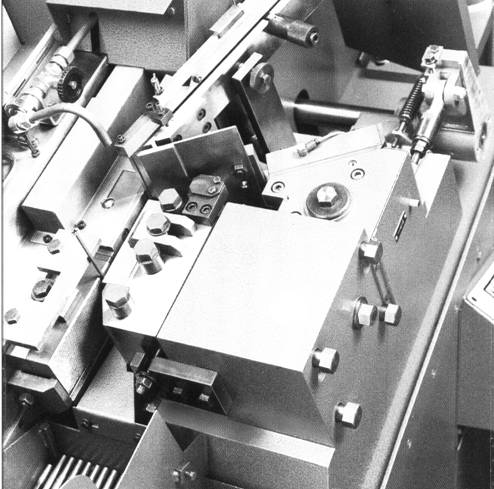
Рис. 52 Узел накатки резьбы холодновысадочного
автомата.
Во всех современных автоматах для изготовления
стержневых деталей имеется встроенный механизм для подрезки торца и снятия
фаски. Однако он используется и для получения специальной формы конца стержневой
детали. Примеры приведены на рис. 53.
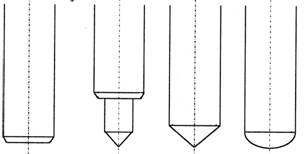
Рис. 53. Формы конца стержня деталей получаемых
при помощи механизма для снятия фаски.
Подробнее >>
|
Оборудование
для штамповки и нарезки резьбы
деталей 305206 П, 864811, 864812, 864813, 864847
при массовом и
крупносерийном производстве. Пакет материалов. – 11 с.
Содержание
>>
Горячештамповочные
пресс-автоматы. Серия MW.
Пакет материалов. – 52
листа, 5 видеороликов.

подробнее
>>
Bufab GmbH. Каталог
стандартного крепежа. Каталог продукции компании

Содержание >>
Оборудование
для накатки резьбы детали Штуцер 1/2G х 23,2 при массовом и крупносерийном производстве. Пакет
материалов. – 51 с.

Содержание
>>
Оборудование
для высадки и накатки резьбы деталей
53205-3103071,
53205-3104071,
6520-3104071,
53205-3104071-10,
6520-3104071-10,
5297-3104071-10,
53228-3103071 Болт колеса
М22х1,5-6g при массовом и крупносерийном производстве. Пакет материалов. –
113 с.

Содержание
>>
Вопросы и ответы
>>
Оборудование
для штамповки детали Rivet Creux 10 х18 - Пустотелая
стальная заклепка при
массовом и крупносерийном производстве. Пакет материалов. – 51 с.
Содержание
>>
23 СХЕМЫ расположения основного холодновысадочного инструмента
(наладки) на многопозиционные холодновысадочные автоматы компании Nedschroef N.V.

Содержание
>>
Вопрос
119: Меня
интересуют станки по производству саморезов. По
цене не выше 500 тыс. руб. Что Вы могли бы по рекомендовать?
Ответ >>
Вопрос
68:
Если Вы имеете контакт с фирмой YUTA Прошу выслать каталог с прайсом.
Ответ >>
Вопрос
66:
Прошу Вас, сообщите полный перечень таблиц Фиат Ваз на заклепки.
Ответ >>
Кинематические
схемы многопозиционных холодновысадочных автоматов. Компания National Machinery Co. Тиффин, штат Огайо, С.Ш.А. – 24 с.

Содержание
>>
Альбом
конструкций универсальных штампов.
Разделительные и
формообразующие операции – 107 с.
Содержание
>>
Компания
KISWIRE CO., LTD - крупнейший производитель стальной пружинной термически
обработанной проволоки в Юго-восточной Азии. Каталог продукции компании для
метизной промышленности

подробнее
>>
Вопрос
90: Возникла идея о производстве метизной продукции, в частности
мебельной стяжки - конфирмат. Могу ли я получить от
Вас информацию о наиболее подходящей модели автомата, о цене на него, а так
же о сырье используемом для изготовления именно конфирмата.
Меня интересует размер 6,4*50, для нашего рынка характерен именно этот размер.
Ответ >>
Практическое
руководство по проверке расчета пружин при изготовлении. Н. Новгород,
1951. – 39 с.
Содержание
>>
Комплект документов на
технологический процесс изготовления пресс-болтов М8-6gx21, М8-6gx25,
М8-6gx45, М8-6gx50 (рабочие чертежи) – 38 листов.

Содержание
>>
Комплект
документов на технологический процесс изготовления
винтов с полукруглой головкой и крестообразным шлицем 2М4х16, 2М4х20, 2М4х30
ГОСТ 17473, – 45 файлов…

Содержание
>>
Крепежные
изделия.
Государственные
стандарты
СССР 1955 –
1964
г.г. Сборник
стандартов.
– 272 c.

Содержание
>>
Оптические
сортировочные
машины
из Тайваня.
ТОМ
1. Каталог
проспектов
компаний-
производителей
оборудования
для
контроля
и упаковки
крепежных
систем

подробнее
>>

Инженерные
программы бесплатно >>
Вопросы и ответы
>>

Металл
для ХОШ >>

Эксклюзивные
публикации
>>
Крупнейшие
производители
металла
для
холодной высадки и
холодной
объемной
штамповки
из Юго-
восточной
Азии. ТОМ 1
Представлены
12
крупнейших
компаний-
производителей
металла

подробнее
>>
Атлас
конструкций
холодновысадочного
и
резьбообразующего
инструмента.
Болты с
шестигранной
головкой
М6-6g
x 16,
20, 25, 30, 35
ГОСТ
7798.
Холодновысадочный
и
резьбонакатной
инструмент
(оригинальные
чертежи).
–
63 листа.
Содержание
>>
Оборудование
для накатки резьбы детали Штуцер 1/2G х 23,2 при массовом и крупносерийном производстве. Пакет
материалов. – 51 с.
Содержание
>>
Оборудование
для штамповки детали Rivet Creux 10 х18 - Пустотелая
стальная заклепка при
массовом и крупносерийном производстве. Пакет материалов. – 51 с.
Содержание
>>
Кинематические
схемы многопозиционных холодновысадочных автоматов. Компания National Machinery Co. Тиффин, штат Огайо, С.Ш.А. – 24 с.
Содержание
>>
Серенсен С.В., Когаев В.П., Шнейдерович Р.М. Несущая
способность и расчеты деталей машин на прочность. Изд. 2-е перераб. и доп. М.: Государственное научно-техническое
издательство машиностроительной литературы. МАШГИЗ, 1963. – 452 с. с ил.

Содержание книги >>
Рукописи автора >>
Автонормали >>
|