|
авторский проект Напалкова Александра Валерьевича |
|

|
Оборудование
для штамповки и нарезки резьбы деталей 305206
П, 864811, 864812, 864813, 864847 при массовом и крупносерийном
производстве. Пакет материалов. – 11 с.
Атлас
конструкций холодновысадочного и резьбообразующего инструмента.
Атлас
конструкций холодновысадочного и резьбообразующего инструмента.
Атлас
конструкций холодновысадочного и резьбообразующего инструмента.
Профиленакатные
станки моделей UPWS 16, UPWS 16-1, UPWS 25, UPWS 25-1 Инструкция по эксплуатации. – 149 с.
Атлас схем и
типовых конструкций штампов. Объемная штамповка. В.А. Бабенко, В.В. Бойцов, Ю.П. Волик. – М.: Машиностроение, 1982. – 104 с., ил.
Альбом
конструкций универсальных штампов. Разделительные и формообразующие операции – 107 с.
Автомат холодновысадочный
для гаек М8 – А1819А. Руководство по эксплуатации электрооборудования А1819А-00-001 РЭ1 (часть) – 24 с. Горячештамповочные
пресс-автоматы. Серия MW. Пакет материалов. – 52
листа, 5 видеороликов.
|
высадка, штамповка, резьбообразование,
оборудование, инструмент, конструкция крепежных деталей Вопросы и ответы
Вопрос 100: Технолог
обозначил станок с мощностью двигателя не менее 8 квт и разворотным шпинделем
до 10 градусов. Катать нужно трап. Шаг 6мм на осевой подаче… длинный винт. UPWS 25 вроде слабый 7,5 квт, но говорят 25.1 –
это усиленный 16 квт – где правда? Помогите разобраться пож. UPWS в отличии от UPW и есть то, что у него
разворотный шпиндель. Так ли это? Ответ: Отличия в моделях UPWS 25, UPWS 25-1 и UPW
25 х 100 есть и существенные! До
приобретения оборудования, в первую очередь для ПРАВИЛЬНОГО выбора нужного
станка под Ваши задачи UPWS 25 или UPWS 25-1 или UPW 25 х 100 рекомендую изучить обе эти
инструкции: Профиленакатные станки моделей UPW 12,5 х 70, UPW 25 х 100
Руководство по обслуживанию. – 76 с. Содержание
см. http://wwwnav.t98765bo.beget.tech/TechnBooks/mylib/upw-12-25.htm Профиленакатные станки
моделей UPWS 16, UPWS 16-1, UPWS 25, UPWS 25-1 Инструкция по эксплуатации. – 149 с. Содержание
см. http://wwwnav.t98765bo.beget.tech/TechnBooks/mylib/upw-16-25.htm В
дополнение, возможно, Вас заинтересуют рабочие чертежи на резьбонакатные ролики http://wwwnav.t98765bo.beget.tech/TechnBooks/mylib/atlas-threadroll.htm Так же
возможно Вас заинтересуют координаты производителей инструмента для накатки
резьбы и профилей в России и Тайване (если возникнут вопросы с изготовлением
инструмента). Я считаю, рядовой, стандартный инструмент, в том числе ролики
для накатки винтового профиля, выгоднее покупать… Подробнее
>> Вопрос 99: Я занимаюсь производством
метизов. Меня заинтересовала Ваша статья «Опыт холодновысадочного
производства болтов крепления колеса». А именно, технологический процесс на
рисунке 5 (Технологические переходы холодной высадки детали 2112-3101040-10).
Не могли бы Вы дать ссылку, где можно ознакомиться с инструментом для этой
технологии? Ответ: Отправляю Вам максимально
подробно описание всего технологического процесса холодной высадки
(кинематику движения инструмента по каждой позиции) при производстве
детали 2112-3101040-10 с примерами
и эскизами конструкции инструмента + ссылку
на видеофильм, где показана работа и НАЛАДКА современного холодновысадочного
автомата-комбайна…Подробнее
>> Вопрос 98: Ищу
информацию по станкам Varimac, а если точнее сколько стоит. Ссылка привела
на Ваш адрес. Если сможете дайте ответ: что, почем и где. Ответ: Отправляю
Вам материалы по гайконарезным станкам VARIMAC: 1. Каталог компании с описанием работы
гайконарезных станков VARIMAC 2. Подробные технические параметры, стоимость
в Евро 3. Объем поставки с ценами по узлам, 4. Дополнительное оборудование к
гайконарезным станкам VARIMAC с ценами 5. Резьбонарезной инструмент с ценами на
гайки М3-6H… М30-6Н 6. Доп. информация: цена на 1-н набор запчастей
и быстроизнашиваемых деталей, Цена на Обучение персонала, Документация
(перечень) 7. Упаковка 8. Общая стоимость 9. Координаты представителя компании… Подробнее >> Вопрос 97: Меня
интересует, можно-ли накатывать резьбу на штуцерах из нержавейки, на
роликовом резьбонакатном станке? Имеется-ли чертежная документация на такие
ролики? Имеются-ли расчеты диаметра заготовки трубы? Может-быть есть какие-то
тонкости, ведь заготовка пустотелая? Штуцер длиной 25 и 30мм. Длина резьбы на
1/2дюйма-12мм., на 3/4дюйма-15мм. Заранее спасибо! Ответ: Считаю, что
накатывать резьбу на штуцерах из нержавейки можно на профиленакатном станке
типа UPW, UPWS с применением
соответствующей механизации загрузки деталей. Рассчитанные размеры диаметра заготовок, в том числе на трубные
резьбы, указаны в инструкции (руководстве) по эксплуатации (обслуживанию) Подробнее см. содержание: Профиленакатные станки моделей UPW 12,5 х 70, UPW 25 х
100 Руководство по обслуживанию. – 76 с. http://wwwnav.t98765bo.beget.tech/TechnBooks/mylib/upw-12-25.htm Профиленакатные
станки моделей UPWS 16, UPWS 16-1, UPWS 25, UPWS 25-1 Инструкция по эксплуатации. – 149 с. http://wwwnav.t98765bo.beget.tech/TechnBooks/mylib/upw-16-25.htm В наличии чертежная документация на ролики: Атлас конструкций
холодновысадочного и резьбообразующего инструмента. Резьбонакатной инструмент. – 55 листов. http://wwwnav.t98765bo.beget.tech/TechnBooks/mylib/atlas-threadroll.htm Обращаю
Ваше внимание на Вопрос 17, раздела
Вопросы и Ответы, по оборудованию для пластического формообразования резьбы
на подобной детали http://wwwnav.t98765bo.beget.tech/technology/faq11-20.htm …Подробнее
>> Вопрос 96:
Производители стремянок для грузовиков натолкнули на мысль по организации
производства гаек. Почитав
материалы вашего сайта стало понятно, что надо начинать с продаж. Переговорив
с друзьями, вижу что можно организовать продажи примерно на 1 млн.руб в месяц. И судя по производительности
автоматов - это очень мало с учетом того, что будет большая номенклатура. Есть ли
линии для мелкосерийного выпуска гаек? Второй вопрос,
в городе есть предприятия, которые точат гайки, как на автоматах, так и
просто на токарных станках. Однако, большинство из них не проводят
последующую термообработку. Имеет ли смысл поставить участок термообработки
метизов, закупать у них заготовки, и продавать готовую деталь? Какое
оборудование можете посоветовать? Ответ: Вы правы, организация
производства крепежа холодной объемной штамповкой на многопозиционных гаечных
автоматах экономически оправдана при максимальной загрузке оборудования, при
работе в три смены, а лучше при постоянной круглосуточной работе в скользящем
графике и одного типоразмера детали на один автомат. Под эти объемы нужны и
заказы. Любые остановки, переналадки - упущенная прибыль. Безусловно,
холодноштамповочные автоматы можно использовать и для мелкосерийного выпуска,
но, кто будет оплачивать простои оборудования? Даже
производительность тех же холодноштамповочных автоматов Азовского завода КША
30 - 45 деталей в минуту, за смену (8 часов с подготовительно-заключительным
временем) минимум 10800 деталей. Поэтому
при организации единичного и мелкосерийного производства - единственно правильное
решение - автоматы или полуавтоматы токарно-винторезной обработки из
шестигранника, к сожалению, с неизбежным отходом металла до 60-70%. По
термообработке. 1-ый вопрос: Есть у Вас соответствующий объем заказов под
производительность линий для термообработки? И не надо забывать, для гаек
разных классов прочности и разных размеров - свои режимы закалки и отпуска. Если есть
такие объемы - безусловно в качественной термообработке есть потребность. Тем
не менее, надо помнить - конечный производитель-поставщик продукции
гарантирует и геометрию гаек и их механические свойства. В дополнение отправляю
Вам 4-е файла с ценами от трех компаний-представителей
крупнейших производителей оборудования на предлагаемое ими оборудование
(модели) для полного цикла изготовления крепежа (болты и гайки) от М6 до М20:
подготовка металла, высадка, накатка резьбы, термообработка,
гальванопокрытие, упаковка + их координаты для заключения контракта на
поставку оборудования. Возможно
Вас заинтересует пакет материалов: Горячештамповочные пресс-автоматы. Серия
MW для горячей высадки гаек М14 - М42 Содержание см. http://wwwnav.t98765bo.beget.tech/TechnBooks/mylib/mw-series.htm и координаты
производителя оборудования… Подробнее
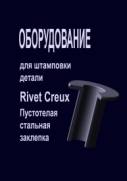
>> Вопрос 95: Подскажите,
пожалуйста, какой тип или модель, холодновысадочного
автомата, желательно Тайвань, подойдет для изготовления пустотелой стальной
заклепки? См. вложение. L=18mm. Ответ: Традиционная технология
производства пустотелых стальных заклепок основана на применении специальных
холодновысадочных автоматов. Вашу достаточно крупногабаритную деталь я
рекомендую изготавливать на специальных холодноштамповочных автоматах для
штамповки длинномерных деталей. Специально для производства Вашей детали отправляю Вам
несколько моделей холодноштамповочных автоматов (их технические
характеристики и цены) из Тайваня и, для сравнения цен, несколько моделей из
Европы. В дополнение отправляю технологические переходы холодной объемной
штамповки последовательного пластического формообразования подобной детали и
координаты представителей производителей оборудования. Пакет материалов по вопросу см. http://wwwnav.t98765bo.beget.tech/TechnBooks/mylib/rivetcreux.htm
… Подробнее >> Вопрос 94: На
сегодняшний день мы находимся на предельно начальной стадии организации
производства. Наш интерес к производству вызван потребностью в
высококачественном крепеже и несоответствием предложений на рынке критериям
качества, оперативности, бесперебойности и ценообразования. Теперь
ближе к делу. Прошу Вас Подобрать и поставить для нашего предприятия
оборудование по производству шпильки ГОСТов 22042, 9066, размерами от М10 до
М42, длиной до 500мм и гайки М10-М42 по ОСТ 26-2041, ГОСТ 5915, 9064. Ответ: Для предельно
начальной стадии организации производства, например, гаек, предлагаю на
первом этапе заказать материал-статью:
Организация производства гаек - с подробным описанием особенности технологии
производства шестигранных гаек за 5-ть и 6-ть позиций, марки сталей,
требования к металлу, включая требования к макро- и микроструктуре,
оборудование для подготовки металла, модели и технические характеристики
оборудования для штамповки гаек, модели и технические характеристики
оборудования для формирования внутренней резьбы, особенности термической
обработки для производства высокопрочных шестигранных гаек, технологический
инструмент, подходы к решению вопросов рентабельности и окупаемости нового
производства, где есть подробные ответы на большинство Ваших вопросов. Это не
дорого и абсолютно правильный шаг в самом начале пути. Дальнейшие
шаги к реализации Вашего проекта, я думаю, после изучения статьи будут тогда
иметь осмысленное, четкое представление…
Подробнее >> Вопрос 93: Не
приходилось ли Вам сталкиваться с производством хомутов для крепления
трубопроводов с резиновым профилем по DIN 3016? (изображение во вложенном
файле). Если да, то не могли бы Вы оказать помощь в подборе оборудования? Ответ: Спасибо за письмо! Я специализируюсь на холодновысадочном оборудовании,
разработке технологии и проектировании инструмента для холодной высадки
крепежных деталей и автонормалей на многопозиционные холодновысадочные
автоматы. Оборудование для интересующей Вас детали основано на
технологии холодной листовой формовки. Указанное оборудование не входит в
сферу моих интересов. Отправляю Вам координаты компании, которая будет рада
предложить Вам оптимальный вариант оборудования конкретно под Вашу деталь… Подробнее >> Вопрос
92: Мы решили заняться
новым для нас видом бизнеса - производством метизов. Первоначально планируется выпускать болты М6 с шестигранной головкой
и винты М6 с несъемной шайбой. Оборудование для производства - станок АБ
1918, четырехударный (подобрали б/у). Первоначально
планируется выпускать болты с шестигранной головкой с полной резьбой 6*30,
6*35; винты с полусферической головкой и прессшайбой 6*16. Чертежи во
вложении. Хотелось бы
получить Вашу консультацию, как можно более полную, по этому виду
деятельности. 1) Для
изготовления болтов М6 какого диаметра требуется проволока? 2) Каков
средний процент отхода проволоки? 3)
Обязательно ли приобретение волочильного станка, травление проволоки? 4) Для
изготовления болтов класса прочности 5,8 используется проволока только по
ГОСТу 5663-79 или возможно использование другого типа? 5) Для
изготовления болтов, например, 6*30 и 6*35 требуется один комплект матриц-пуассонов,
а длина настраивается на станке, или для каждого размера требуется
свой комплект матриц? 6) На
сколько хватает одного комплекта матриц (как часто требуется замена)? 7) На
станках АБ 1919, АБ 1918 резьбонакатный модуль работает только совместно с
этим холодновысадочным оборудованием, или возможно использовать его и
отдельно (например, использовать 2 холодновысадочных станка, а резьбонакатка
одна)? Жду Ваших
как можно более подробных ответов. Ответ: Холодновысадочный
автомат-комбайн АБ1918 позволяет изготавливать интересующие
Вас детали. Полученные
мной эскизы без размеров, допусков и без технических требований, поэтому
считаю, Вас интересуют: 1. Болты
М6-6gх30, М6-6gх35 по ГОСТ 7798-70, исполнение1, класс прочности 5.8 (без термообработки) с резьбой до
головки, без покрытия - условное
обозначение: Болт
М6-6gx30(30).58 ГОСТ 7798-70 Болт
М6-6gx35(35).58 ГОСТ 7798-70. Или по DIN
933 - Болты с шестигранной головкой с резьбой до головки. 2. Винт
М6-6gx16 (По этой детали прошу прислать чертеж (или эскиз) с размерами,
допусками и технические требования, в том числе размеры, допуска и
требования на шлиц) Предполагаю,
конструкция винта по DIN 967 (этот стандарт у меня отсутствует).
За базу готов рассматривать ГОСТ 11644-75, с изменением формы
головки под комбинированный шлиц. Во вложении подробные
ответы на Ваши вопросы по каждому пункту... Подробнее >> Вопрос91:
Не могли бы выслать
Схему простейшего холодновысадочного станка. Очень нужно. В интернете я так и не смог найти схемы...
Я хочу попробовать собрать его самостоятельно. Выручите, пожалуйста, если это
возможно. Заранее спасибо. Ответ: Уверен,
ответы на интересующие Вас вопросы Вы найдете в книге Ковка и
штамповка: Справочник. В 4-х т./Ред. совет: Е.И. Семенов (пред.) и др. – М.:
Машиностроение, 1987 – т. 3. Холодная объемная штамповка / Под ред. Г.А.
Навроцкого. 1987. – 384 с.: ил. Содержание
книги см. на моем сайте: http://wwwnav.t98765bo.beget.tech/TechnBooks/mylib/semenov-t3.htm Думаю,
особенно Вас заинтересует Глава 2. Обращаю Ваше внимание
на Руководство по эксплуатации двухударного холодновысадочного автомата
А1216, АА1219. Содержание см. http://wwwnav.t98765bo.beget.tech/TechnBooks/mylib/re-a1216-aa1219.htm В рамках Вашего вопроса, возможно данный
материал Вас заинтересует… Подробнее
>> Вопросы 81, 82, 83,
84, 85, 86, 87, 88, 89, 90 >> |
РТМ 37.002.0208-81. Объемная штамповка крепежных деталей. Конструктивные и технологические расчеты
Атлас
конструкций холодновысадочного и резьбообразующего инструмента. Инструмент для формообразования внутренней резьбы. – 33 листа.
|
||
|
|
|













Опубликованные и неопубликованные рукописи автора: |
|||||||
|
|
|
|
|
|
|
|
Маркировка крепежа |
Контроль качества |
Разделительные операции |
Обзор развития ХОШ |
Стопорящиеся гайки |
Низкие гайки |
Фаска на деталях |
Плоские шайбы |

|
новости :: рейтинг производителей
метизов :: проекты ::
рукописи ::
журналы :: наука :: технологии :: оборудование :: производство |
|
|
|
|
|
|
|
|
При использовании
материалов сайта обязательна ссылка на сайт и автора следующим образом: © Напалков
Александр Валерьевич : Вопросы и ответы : на www.nav.t-k.ru |
Последнее обновление21-04-2011 |