|
авторский проект Напалкова Александра Валерьевича |
|

|
Вопрос: Какая технология и
какое требуется оборудование для изготовления вытяжной заклепки. Вопрос: Интересуют
производители крепежа из Тайваня и Китая. Вопрос: Реально ли осуществить
самому производство крепежа. Хочу начать с гаек. Вопрос: Какие должны быть
размеры фасок на шпильках.
Вопрос: Как выбрать стержень
под накатку резьбы. Вопрос: Какая технология
фосфатирования металла. Вопрос: Какая форма и размеры у
головки e-torx. Вопрос: Какая технология
навивки и упрочнения пружин.
Вопрос: Прошу Вас сообщить
возможность, цену, сроки и условия поставки в Беларусь Вопрос: Какие российские и
импортные стали применяются для высадки высокопрочного крепежа. Машины
для формовки самосверлящих винтов компании GEM Intertational Co, Ltd. Электронный каталог… |
Самостопорящиеся крепежные детали Гайки Обзор фирменных
конструкций Бунатян Г.В., Макаров В.А. г. Нижний Новгород
Гайки
самостопорящиеся с полным правом относятся к крепежным деталям прогрессивных
конструкций, применение их обеспечивает надежную фиксацию резьбовых соединений
без использования таких вспомогательных деталей, как пружинные, стопорные
(зубчатые), тарельчатые шайбы или шплинты. Самостопорящимися
называют гайки, обеспечивающие стопорение за счет дополнительных сил трения,
возникающих между деформированными участками резьбы гайки или неметаллической вставкой и резьбой стержневой детали
- болта, винта, шпильки. Деформированный участок резьбы препятствует
свободному (без усилия) завинчиванию или отвинчиванию гайки. Характеристику
этого явления называют «преобладающим крутящим моментом» завинчивания гайки
на болт до приложения момента затяжки или отвертывания после снятия усилия
затяжки. Величину преобладающего крутящего момента измеряют во время вращения
гайки. Предпочтительный метод изготовления гаек – холодная объемная штамповка
на многопозиционных автоматах. Прочностные характеристики - такие же, как и
для обычных гаек. Гайки класса прочности 5 и 6 термической обработке не подлежат.
Гайки классов прочности 8 и 9 могут подвергаться термообработке, а классов
прочности 10 и 12 должны подвергаться термической обработке. Гайки могут
изготавливаться с защитными покрытиями или без покрытий. В Российской
Федерации действует ГОСТ Р
50271-92 «Гайки шестигранные
стальные самостопорящиеся. Механические и эксплуатационные свойства»,
разработанный на основе стандарта ISO
2320-83. На гайки самостопорящиеся цельнометаллические имеется ГОСТ Р
50272-92 (соответствует ISO
7042-83), а с неметаллической вставкой - ГОСТ Р 50273-92 (соответствует ISO 7043-83), В ближайшее время эти
стандарты должны быть гармонизированы с современными версиями международных
стандартов, в частности с ISO
2320-2007, Назовем наиболее распространенные конструкции гаек. Цельнометаллические гайки Увеличение
трения в резьбе достигается за счет некоторого местного искажения резьбы на
небольших участках с помощью операции, которую принято называть обжатием.
Она производится на специальных автоматах после нарезки (раскатки) резьбы.
Обжатие может производиться в радиальном направлении (по граням или по торцевому
выступу), в осевом направлении или под углом к оси резьбы со стороны торца
или торцевого выступа. Гайки с неметаллической вставкой
(кольцом из полимера) При
сборке кольца с корпусом гайки вставку фиксируют от проворота. Внутренний
диаметр вставки примерно равен среднему диаметру резьбы. При навинчивании
гайки на болт в полимерной вставке выдавливается резьба. Стопорение гайки
обеспечивают упругие свойства материала вставки. После снятия гайки резьба во
вставке не сохраняет своей формы - частично заплывает, что позволяет
сохранять стопорящие свойства при многократных c6oрках-разборках. Гайки с резьбовой
пружинной вставкой HELI COIL® plus SCEWLOCK Такие
гайки имеют обжатый виток, например, на эллипс или многогранник и
представляют значительный интерес. Эти вставки обеспечивают эластичный и
надежный зажим гайки на резьбе болта. Крутящие моменты завинчивания и
отвинчивания соответствуют требованиям ISO 2320. Эти гайки кроме самостопорящих свойств
обладают всеми другими присущими системе HELI COIL® характеристиками: высокими точностью и прочностью,
антикоррозийными свойствами, термостойкостью (материалы фирмы Bollhoff Fastenings GmbH, Германия). Самостопорящиеся
гайки всех перечисленных типов и конструкций могут быть с фланцем, что способствует
повышению надежности стопорения за счет увеличения крутящего момента
страгивания при отвинчивании. Эксплуатационные свойства самостопорящихся гаек
обеспечиваются регламентированной величиной преобладающего крутящего момента
во время первого и пятого отвертывания, которое не должно быть меньше
величин, указанных в соответствующих стандартах. Например, для нормальной
гайки М8х1,25 класса прочности 8 (пробная нагрузка 30,4 кН) усилие затяжки
составляет 15,9 кН. Преобладающий крутящий момент первого завертывания
должен быть не более 6,0 Нм, первого отвертывания не менее 0,85 Нм, а пятого
отвертывания не менее 0,6 Нм. При таких показателях гайка признается
самостопорящейся. Испытания на величину преобладающего крутящего момента по
обычной программе приемки партии гаек производятся изготовителем по мере их
изготовления, а потребителем при входном контроле. Простейшее устройство для
измерений, согласно стандартам, состоит из зажимного приспособления для пары
болт-гайка. Под гайку устанавливают плоскую шайбу, болт фиксируют от
возможного проворота. Длина болта должна быть такой, чтобы, когда гайка
касается шайбы, над ее поверхностью выступало от 4 до 7 витков резьбы болта,
а между опорными поверхностями болта и гайки было расстояние не менее 4d. Для измерения крутящего
момента могут использоваться различные динамометрические ключи или иные
инструменты с точностью показаний ± 2%. Прибор
для измерения усилия затяжки должен иметь точность не менее ± 5% от усилия затяжки. Скорость
завертывания и отвертывания гайки надо держать постоянной и равномерной, не
выше 30 об,/мин. При использовании самостопорящихся гаек надо учитывать, что
сборка соединений по заданному крутящему моменту далеко не всегда
обеспечивает необходимое (расчетное) усилие затяжки из-за сильного влияния
коэффициента трения в резьбе и на опорной поверхности. Разброс достигает ±
25% и более. Кроме того, надо учесть и величину ожидаемого преобладающего
момента. Поэтому при сборке ответственных соединений желательно иметь
систему сборки с контролем усилия затяжки. Известно, что крепежные соединения
не создают абсолютного (на 100%) сохранения усилия затяжки из-за релаксации
напряжений, наличия дефектов на контактных поверхностях (например,
заусенцев) и других факторов. Многочисленные виброиспытания соединений,
например по методу Юнкера, показывают снижение усилия предварительной
затяжки. Через 400-600 циклов колебаний s плоскости стыка снижение может составлять для
гаек с неметаллической вставкой 13 - 15%, для гаек, обжатых по торцу или на
эллипс, 15-20%. После этого затяжка стабилизируется. Рассмотренные
виды гаек имеют преобладающий момент как характеристику самостопорящих
свойств. Но имеется конструкция гаек, которая не имеет преобладающего
момента. Это гайки с зубчатым опорным торцом (чаще всего на фланце).
Стопорение возникает непосредственно после завершения процесса затяжки
соединения. При затяжке зубья врезаются в поверхность сопрягаемой детали,
фиксируя положение гайки. Следует иметь в виду, что гайки с зубчатым торцом
по прочности должны быть примерно одинаковы с присоединяемой деталью, иначе
обеспечение стопорения не гарантировано, К этому же виду нередко относят и
гайки с закатанной (невыпадающей) зубчатой шайбой. Заметим, что обе
конструкции не стандартизованы и проверить их стопорящие свойства можно
только по результатам сравнительных стендовых испытаний или по величине
момента страгивания при отвинчивании. Международные стандарты не
устанавливают конструкцию и размеры стопорящих элементов, допуская различные
варианты их исполнения. Это обстоятельство объясняет многообразие видов
самостопорящихся гаек. Главное, чтобы было обеспечено выполнение требований ISO 2320. Поэтому в разных узлах
автомобиля, различных приборах и агрегатах можно увидеть отличающиеся по
конструкции самостопорящиеся гайки. В 40-х
годах прошедшего века появилась новая концепция по подсчету и снижению затрат
при производстве и продаже крепежных деталей, автором которой стала
американская фирма Illinoice Tool Works Inc. (ITW), которая разработала и
применила ее при производстве самосверлящих винтов Teks, а также болтов SEMS, собираемых с шайбами. Эта концепция получила
название "In Place Cost« (IPC), что в переводе означает «цена на месте».
Позднее она была взята на вооружение в Европе, в частности шведской фирмой Bulten AB,
которая ее усовершенствовала и расширила. IPC включает в себя затраты, возникающие начиная с
оформления заказа на закупку деталей и кончая установкой на место применения
в рабочий узел машины. Одним из объектов снижения затрат в производстве
являются сборочные работы с установкой крепежной детали в определенный узел,
а также сервисное обслуживание последнего. Полезно заметить, что в зависимости
от типа и класса легкового автомобиля в нем используется 2,5 - 4 тыс. крепежных
деталей, что составляет почти половину всех его комплектующих. Необходимость
обеспечения надежности резьбовых соединений привела к широкому применению на
автомобильной и иной технике самостопорящихся крепежных деталей, особенно в
ответственных и нагруженных узлах автомобиля: двигателе, тормозной системе,
рулевом управлении, подвеске и др. В их числе самостопорящиеся гайки, которым
посвящена статья. Первые
патенты на самостопорящиеся гайки появились в США в 30-х годах прошедшего
столетия, а пик изобретений в этом виде крепежных деталей относится к 60-м
годам, когда в США и Западной Европе было выдано более ста патентов и
практически началось массовое применение самостопорящихся гаек в промышленной
продукции. Существует два типа самостопорящихся гаек: ·
гайки с преобладающим крутящим моментом,
стопорение которых происходит за счет деформации витков резьбы или наличия
неметаллических полиамидных вставок; ·
гайки свободно навинчиваемые: стопорящий эффект достигается
после затяжки при контакте торца гайки с поверхностью присоединяемой детали.
Это гайки с зубьями на торце или с завальцованной зубчатой шайбой. Рассмотрим
наиболее многочисленный класс цельнометаллических гаек с преобладающим
крутящим моментом, имеющих деформированные участки резьбы.
Рис. 1 В результате обжатия на участке
деформирования изменяются шаг резьбы, ее профиль, уменьшается диаметр
резьбового отверстия. На рис, 1 приведены наиболее известные конструкции гаек
самостопорящихся, деформированных в разных местах. При обжатии по торцу
(группа 1) деформирующий инструмент направляют по оси гайки в зону витков
резьбы (а, б, в) или на некотором от них удалении (г). Резьбу деформируют в
двух направлениях - осевом и радиальном с уменьшением шага резьбы (а, б, в) и
внутреннего диаметра (а, б, в, г). При обжатии гайки по граням и ребрам
(группы 2 и 3) инструмент направляют в радиальном направлении, прилагая его в
центральной части грани или у торца, с двух или трех сторон. При этом
уменьшается диаметр резьбы. Деформирующий инструмент имеет рабочую форму в
виде точки (а), кольца (б), прямоугольника (в, г), возможны другие геометрические
фигуры. Интересны гайки с увеличенной конусной или сферической фаской у
торца. Деформируют их по конусу (группа 4, группа 6, в) перемещением
инструмента в осевом направлении или под углом к оси. В группе 5 показаны
гайки, подвергшиеся комбинированной деформации одновременно по конусу и торцу, по конусу и граням. Определенный
интерес представляют гайки, деформированные на эллипс по краю грани (группа
2, д, е), по коническому или цилиндрическому выступам (группа 6, а, г), или
по основанию колпачка (группа 8). Гайку обжимают в радиальном направлении на
эллипс, пропуская между вращающимися роликами или воздействуя на нее с противоположных сторон специальным
инструментом. Гайки
цельнометаллические самостопорящиеся деформированные производят во многих
странах мира. Одна из известных фирм США, Aztech Lock Nut Co., выпускает их с 1978 года. Это гайки,
деформированные по граням (группа 2, а), по торцу в двух и более
точках (группа 1, г), комбинированно по конусу и торцу (группа 5), а также по
прорезным частям выступа на торце (группа 7). Производит компания и гайки с нейлоновым кольцом. Фирма
RAMCO (США)
выпускает гайки шестигранные, деформированные
по горцу (группа 1, б, в. г), прорезные (группа 7, в). В Европе с 80-х годов
прошлого века шведская фирма Bulten AB начала
производство самостопорящихся гаек с фланцем, деформированных по трем площадкам
на конусном выступе (под 1200 друг от друга), подтоварным знаком Tri-Lock (группа 6, в), а также с торца по витку резьбы (группа 1, а). Английский
производитель крепежа фирма Crest Industrial
предлагает гайки, деформированные по торцу (группа 1, г), по граням (группа
2, в), по ребрам у торца (группа 3), сверху по конусу в двух и трех точках
(группа 4, а). Еще одна английская фирма, D. S. Fasteners Ltd., производит гайки,
деформированные по ребрам (группа 3), конусу фаски на эллипс (группа 4, б),
по торцу (группа 1). Гайки самостопорящиеся производят различные фирмы в
Германии, Франции, Италии, Китае и многих других странах.
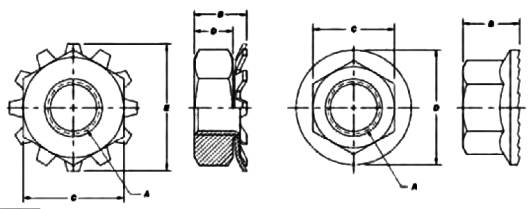
Рис. 2 На рис.
2 показаны гайки свободно навинчиваемые: с зубчатой лепестковой
завальцованной шайбой и с зубцами на
торце. Несомненный интерес представляют гайки
шестигранные цельнометаллические, деформированные в осевом направлении по
конусному выступу тремя площадками, типа Tri-Lock,
широко применяемые в мировой практике.
Применение
самостопорящихся гаек в машиностроении и других отраслях весьма выгодно.
Это в полной мере подтверждает и мировой опыт. Самостопорящиеся гайки могут
быть отнесены к наукоемким крепежным изделиям. Несмотря на растущее
использование таких гаек в самой разной продукции - автомобилях и
велосипедах, тракторах и сельхозмашинах, детских колясках и игрушках,
строительных конструкциях и зерносушилках, - применяемость их отечественной
промышленностью определенно мала. Причина - недостаточная информированность
и квалификация разработчиков техники, незначительные объемы выпуска таких
гаек в России. Необходимо значительное увеличение и развитие их производства,
сокращение зависимости от закупок за границей. Повсеместное
использование самостопорящихся гаек в промышленных изделиях позволяет не
только сократить количество крепежных деталей в соединениях, но и на порядок
увеличить надежность соединений и межремонтное обслуживание техники. Метизы1(17)’2008 |
Вопрос: Мы занимаемся
производством метизов на токарных шестишпиндельных автоматах. Принято решение осваивать холодную высадку. Помогите
пожалуйста подскажите, какое оборудование какой марки и производителя необходимо для производства накидных гаек 305206-П Гайка М20х1,5-6H, 864813 Гайка М18х1,5-6H, 864812 Гайка М16х1,5-6H, 864811 Гайка М14х1,5-6H и 864847 Гайка М10х1-6H.
Вопрос: Хотим производить винты,
саморезы (в т.ч. оцинкованные), анкера, евровинты. С чего начать организацию
производства метизов строительного и мебельного назначения. Вопрос: Наше предприятие
заинтересовано в приобретение гвоздильных автоматов для изготовления гвоздей
длиной до 100мм из проволоки диаметром до 4мм. Интересуют автоматы наиболее
надежные в работе и простые в эксплуатации.
|
||||||||||
|
|
|
|
||||||||||

















Опубликованные и неопубликованные рукописи автора: |
|||||||
|
|
|
|
|
|
|
|
Маркировка крепежа |
Контроль качества |
Разделительные операции |
Обзор развития ХОШ |
Стопорящиеся гайки |
Низкие гайки |
Фаска на деталях |
Плоские шайбы |




|
При использовании
материалов сайта обязательна ссылка на сайт и автора следующим образом: © Напалков
Александр Валерьевич : Рукописи : на www.nav.t-k.ru |
Последнее обновление24-06-2009 |