|
авторский проект Напалкова Александра Валерьевича |




|
Главы из
книги И. Биллигман «ВЫСАДКА И ДРУГИЕ МЕТОДЫ
ОБЪЕМНОЙ ШТАМПОВКИ» Значение инструмента весьма возросло в связи с развитием методов штамповки, развитием пресс-автоматов, а также в связи с расширением области применения штамповки. Высокую производительность… Главы из
книги Петриков В.Г., Власов А.П. «ПРОГРЕССИВНЫЕ КРЕПЕЖНЫЕ ИЗДЕЛИЯ» Накатывание резьбы
предоставляет широкие возможности для изменения и создания благоприятной
структуры металла стержня и качества поверхности резьбы, так как позволяет
формировать… Главы из
монографии Губкин С.И. «ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ МЕТАЛЛОВ» ГЛАВА 1. Часть 4. Упрочнение (Наклеп) Интенсивность увеличения
сопротивления деформированию с увеличением степени деформации отображает эффект
наклепа. Интенсивность наклепа зависит от особенностей пластического процесса
при данных условиях деформации… Главы из
книги Ч. Уик «ОБРАБОТКА МЕТАЛЛОВ БЕЗ СНЯТИЯ
СТРУЖКИ» Выражение «обработка
металла без снятия стружки» все чаще служит общим названием новых методов
холодного деформирования металла для получения готовых изделий… Из
публикации Рикошинский А. «Склады промышленных
предприятий» Эффективность
функционирования промышленного предприятия зависит не только… Закрытое акционерное
общество научно-производственное объединение «БелМаг»
было основано 30 декабря 1996 года в металлургической столице России
Магнитогорске, расположенном у подножия Уральских гор на границе Европы и
Азии. Стратегическая цель предприятия
– выпуск высококачественных автомобильных деталей и узлов… Устройства
для предотвращения самоотвинчивания в автомобильной
промышленности должны соответствовать высочайшим стандартам в вопросах
фиксации резьбы. Резьбовой фиксатор создает соединение граничных резьбовых
плоскостей, сцепляющее шероховатости их поверхностей, для предотвращения
любых перемещений резьбовых деталей. Таким образом, проблема решается там,
где она возникает, а именно в резьбе… По рекламным
материалам: FOERSTER: 100% вихретоковый контроль
прутков и проволоки В
1937, исследуя магнитные свойства металлов, Фридрих Фёрстер
обнаруживает влияние магнитного поля земли на магнитную катушку контрольной
установки. Он начинает с разработки высоко чувствительных устройств измерения
для магнитных полей. В 1948 он создает свою собственную компанию и ищет
способы использовать результаты, которых он достиг в научной работе в
Кайзер-Вильгельм Институте… Качество
продукции относится к числу важнейших показателей рейтинга и
конкурентоспособности предприятия как на внутреннем, так и на внешнем рынках.
Повышение качества изделий в значительной мере определяется темпами
научно-технического прогресса, техническим уровнем предприятия, способами и
методами организации производства… Из
публикации Сухов А. «ВИНТ и ГАЙКА: СПИРАЛЬ ЭВОЛЮЦИИ» Все
"зримые" достижения техники, среди которых, безусловно, и
автомобиль, были бы невозможны без эволюции невзрачных железок - винтов,
отверток, ключей. Более того, инструмент и технологии, пожалуй, лучше всего
иллюстрируют уровень развития общества, ведь готовое изделие - лишь их
производное, порой скрывающее многие секреты изготовления. Вспомним столько
веков… Прогрессивный
крепеж – источник снижения затрат на производство и эксплуатацию АТС Покупая
автомобиль, обычно принимают во внимание соотношение его качества и цены, не
упуская из внимания системы безопасности, длительность пробега без
регулировок и ремонта, эксплуатационные расходы. При этом едва ли кого-нибудь
интересует, какие крепежные детали использованы в сборке автомобиля… Перспективы
внедрения прогрессивного крепежа в автомобильной промышленности России В
настоящее время на сборочных линиях и в цехах Волжского автомобильного завода
используется крепеж, разработанный и изготовленный по нормативной
документации, переданной с технологией FIAT–ВАЗ в середине 60-х годов
прошлого столетия…
Специальные
крепежные детали, нормали 12
крупнейших производителя металла для холодной высадки в Юго-восточной
Азии…
|
Научно -
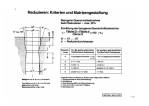
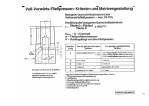
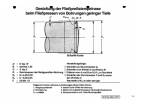
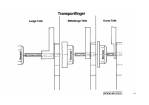
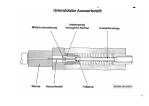
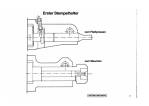
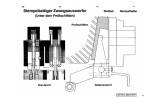
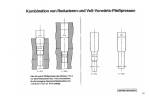
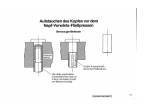
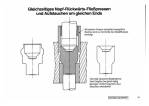
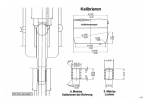
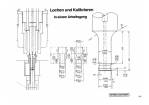
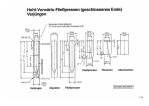
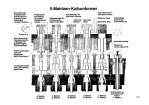
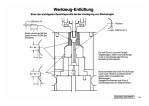
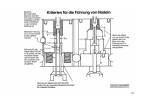
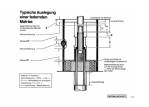
Техническая Библиотека НАПАЛКОВА АЛЕКСАНДРА ВАЛЕРЬЕВИЧА Auslegung der Werkzeuge und Entwicklung der
Formteile für Mehrmatrizen-Kaltumformer Современные подходы к разработке
холодновысадочного инструмента и проектирования технологий многопозиционной
холодной высадки National Machinery Co (комментарии к иллюстрациям на немецком языке)
|
Для решения актуальных вопросов при подготовке металла
для холодной высадки: Волочение проволоки
в бунты под холодную высадку с
конечным диаметром проволоки 4,0 -22,0 мм компания KISTNER Anlagenbau GmbH (Германия) представляет
свою новую разработку: Линия
волочения для проволоки под холодную высадку с окончательным диаметром проволоки
от 4,0 до 22,0 мм Линия состоит из
семи блоков: 1. Фрезерное устройство для заточки концов
проволоки, 2. устройство
предварительной правки и размотки, 3. Сдвоенный
размоточный ворот, 4. Горизонтальный волочильный стан
с откидным приемным
воротом, 5. Пресс для бунтов
проволоки, с гидравлическим приводом, 6. Стандартная
острильная установка, 7. Сварочная машина
для сварки концов проволоки встык. На 13 листах на
русском языке представлено описание работы и подробные технические
характеристики и конструктивные особенности по каждому блоку. На 3-х листах
представлены цены, условия поставки, состав технической и конструкторской
документации к линии… подробнее >> Для решения актуальных вопросов после холодной высадки:
Нанесение гальвано-цинкового покрытия с голубой,
белой, желтоблестящей пассивацией компания INGENIERIA GALVANICA, S.L. (INGAL) Испания представляет свою
новую разработку: Автоматическая
линия барабанного типа для гальванических покрытий крепежных деталей с
производительностью 2000 кг в час. На 12 листах на
русском языке представлены: Технические данные, описание оборудования,
входящее в линию, и принадлежностей, включая запасные части, электрооборудование,
автоматика, система управления, описание последовательности сборки, монтажа
линии. Общая стоимость линии… подробнее >> Для решения
актуальных вопросов при подготовке металла для холодной высадки: 1.
Очистка катаной проволоки от окалины для отжига в среде защитного газа, 2.
Очистка катаной проволоки от окалины и нанесение покрытия перед
предварительным волочением, 3.
Нанесение покрытия на отожженный материал для последующего волочения (фосфатирование, нанесения полимерного покрытия, нанесения
известкового слоя) компания STAKU Anlagenbau GmbH (Германия) представляет свою полностью новую разработку: Автоматическая
установка для погружного травления проволоки в
бунтах и нанесения на неё покрытия. На
19 листах на русском языке представлено: подробное описание установки на 4-х
листах (включая режимы и последовательность обработки), технические
характеристики установки (20 параметров) на 2-х листах, объем поставки с
подробным описанием каждого компонента на 12 листах, коммерческие условия на
1 листе… подробнее
>> Для решения
актуальных вопросов при подготовке металла для холодной высадки: Сфероидизирующий отжиг проволоки диам. 6 – 22 мм в бунтах в среде защитного газа компания ЕВNЕR Industrieofenbau Gesellschaft m.b.H. (Австрия) представляет свою новую
разработку: Газовая высококонвективная
колпаковая печь NIKON/N2 типа НОg
380/420 St-N2-D для термообработки стальной проволоки в бунтах в атмосфере
водорода и азота, состоящая из 3-х
стендов отжига, 2-х нагревательных и 1-го охладительного колпака с
общей производительностью 33000 тонн в год. На
98 листах на русском и немецком языках представлены семь приложений к
контракту на поставку оборудования: Приложение №1 Основы предложения
+ функциональное описание (включая технические параметры и показатели
подводимых энергоносителей) на 17 листах, Приложение №2 Спецификация
поставки и услуг на 30 листах, Приложение №3 Цены на 3-х листах Приложение №4 Состав технической
документации к установке на 8 листах, Приложение №5 Условия шефмонтажных работ на 23-х листах, Приложение №6 Перечень
применяемых стандартных изделий в установке на 7 листах, Приложение №7 Условия поставки и
оплаты на 10 листах… подробнее >> Для решения
актуальных вопросов после холодной высадки: Упрочняющая
термообработка деталей на класс прочности 8.8, 9.8, 10.9, 12.9 компания Aichelin Gesellschaft m.b.H. (Австрия) представляет свою новую разработку: Конвейерная
печь для упрочняющей термообработки стержневых крепежных деталей в диапазоне
размеров от M6 x 25 до M20 x 240 мм с производительностью 2500 кг в час. На
33 листах на русском языке представлены: Коммерческие условия на 8 листах (объем
поставки, цены, условия поставки. условия оплаты…), Технические условия на 17
листах (технические параметры установки, рабочие характеристики, описание
установки, размеры…) + семь приложений (приемка, обучение персонала, быстроизнашиваемые детали. присоединяемые энергоносители,
шефмонтаж и пусконаладочные работы, отгрузка оборудования) … подробнее >> Конструкция и размеры специального патрона к гайконарезному автомату 2061, 2062, 2063, 2064… Схема расположения инструмента в гайконарезном автомате 2061, 2062, 2063, 2064… |
|||||




















Опубликованные и неопубликованные рукописи автора: |
|||||||
|
|
|
|
|
|
|
|
Маркировка крепежа |
Контроль качества |
Разделительные операции |
Обзор развития ХОШ |
Стопорящиеся гайки |
Низкие гайки |
Фаска на деталях |
Плоские шайбы |






|
При использовании
материалов сайта обязательна ссылка на сайт и автора
следующим образом: |