<< назад : вперед >> Винт-конфирмат: Оборудование и технология производства, Пакет материалов – 42 файла… 
Содержание >> Оборудование и технология производства кровельных саморезов, Пакет материалов – 21 файл… 
Содержание >> Программа теоретического и производственного обучения по профессии "Автоматчик холодновысадочных автоматов" и Тестовые задания для автоматчиков холодновысадочных автоматов - описание 26 тестовых заданий и варианты ответов – 7 листов… 
Содержание >> Оборудование и технология производства анкерных болтов и шестигранных гаек, Пакет материалов – 19 файлов. 
Содержание >> Оборудование и технология производства гвоздь-шурупа для дюбель-гвоздя, самонарезающих и самосверлящих винтов, Пакет материалов – 67 файлов… 
Содержание >> Оборудование и технология производства вытяжных заклепок, Пакет материалов – 37 файлов… 
Содержание >> Fastener World. Крепеж. Оборудование. Производство. Пакет журналов – 22 номера 2014…2018 г.г.. 
Содержание >> Оборудование и технология. Накатывание резьбы на арматурные стержни. Пакет материалов – 15 файлов… 
Содержание >> Расчет потерь при подготовке металла и производстве саморезов, болтов и гаек. Пакет материалов. – 20 с. 
Содержание >> Оборудование для высадки и накатки резьбы деталей Винт самонарезающий 4,2х25, 4,2х32 при массовом и крупносерийном производстве. Пакет материалов. – 110 с. 
Содержание >> Атлас конструкций холодновысадочного и резьбообразующего инструмента. Болты с шестигранной головкой М6-6g x 16, 20, 25, 30, 35 ГОСТ 7798. Холодновысадочный и резьбонакатной инструмент (оригинальные чертежи). – 63 листа. 
Содержание >> Оборудование для высадки и накатки резьбового профиля детали Винт-конфирмат 6,4 х 50 при массовом и крупносерийном производстве. Пакет материалов. – 5 с. 
Содержание >> Атлас конструкций холодновысадочного и резьбообразующего инструмента. Гайка для контактной сварки М10х1,25-6Н. Холодноштамповочный инструмент (оригинальные чертежи). – 70 листов. 
Содержание >> Профиленакатные станки моделей UPWS 16, UPWS 16-1, UPWS 25, UPWS 25-1 Инструкция по эксплуатации. – 149 с. 
Содержание >> Как открыть свой магазин по торговле крепежом Если Вы давно присматриваетесь к теме крепёжных изделий, и всё больше созреваете для открытия СВОЕГО небольшого (возможно пока!) магазина по торговле ими - то статья именно об этом. Читайте, если Вы ищите ответы на вопросы: с чего лучше начать этот бизнес, с какой суммы начинали другие, как развивались, к чему пришли, какие основные трудности в продаже, какие позиции наиболее ходовые, какие нет, насколько интересно это дело… Атлас конструкций холодновысадочного и резьбообразующего инструмента. Резьбонакатной инструмент. – 55 листов. 
Содержание >> Атлас конструкций холодновысадочного и резьбообразующего инструмента. Инструмент для формообразования внутренней резьбы. – 33 листа. 
Содержание >> Анализ условий формирования производства автокомпонентов в России На карте России за последние годы появилось несколько десятков новых предприятий, занятых сборкой автомобилей зарубежных марок по закупленным технологиям и оборудовании. Их число, несомненно, будет расти. Но крупномодульная сборка — относительно несложный процесс, не требующий серьезного инженерного обеспечения и не позволяющий сократить ни технологическое отставание нашей промышленности, ни решить проблему занятости населения… Андерс А.А., Потапов Н.М., Шулешкин А.В. Проектирование заводов и механосборочных цехов в автотракторной промышленности. М.: Машиностроение, 1982. – 271 с. ил. 
Содержание книги >> 
Инженерные программы бесплатно >> Инструкция по фосфатированию металла под холодную высадку. – 4 с. 
Содержание >> Одноударный трехпозиционный высадочный автомат модели 13ВА-12. Паспорт. – 35 с. 
Содержание >> Безручко И.И. Индукционный нагрев для объемной штамповки. Л.: Машиностроение. Ленингр. отделение, 1987. – 126 с., ил. 
Содержание книги >> Кроха В.А. Кривые упрочнения металлов при холодной деформации. – М.: Машиностроение, 1968. – 131 с. 
Содержание книги >> Крупнейшие дилеры автокрепежа - прямые ссылки на сайты торговых представителей - продавцов крепежных автодеталей… 
подробнее >> Вопрос 125: Снова нужна Ваша помощь в расчетах выпуска машиностроительного крепежа (болт и гайка обычного класса прочности) и типом применяемого оборудования и технологической цепочке. - болт ГОСТ 7805 к.п.5.8 М16х70 без покрытия - гайка ГОСТ 5915 к.п. 5-6 М20 без покрытия Нас интересует следующая информация: - маршрут изготовления изделий - потери металла по переделам - волочение сортового проката: маршрут волочения или кратность стана, расход смазки, расход волок - термообработка: режим термообработки - травление - высадка/накатка: тип оборудования (кол-во позиций/ударов), расход смазки, расход СОЖ, стойкость и перечень используемого инструмента Возможно что то упустил, Вы как специалист может подскажите что то еще.. Ответ >> Вопрос 123: Очень заинтересовала Ваша техническая библиотека. Интересует вопрос редуцирования заготовки под шпильку с двух сторон ГОСТ 22034 Где об этом можно прочесть? Ответ >> Вопрос 120: Хочу заняться производствам саморезов в небольшом объеме. Подскажите пожалуйста по производству саморезов а именно какие станки лучше выбрать и чьего производства? Процесс закалки саморезов (в некоторых источниках вычитал что сталь 08, 10 не подлежит закалке) и какую выбрать технологию закалки? Процесс чернения саморезов? И как можно удешевить производство? Ответ >> Вопрос 119: Меня интересуют станки по производству саморезов. По цене не выше 500 тыс. руб. Что Вы могли бы по рекомендовать? Ответ >> таблица Fiat-ВАЗ 10139 Гайки шестигранные с пояском для законтривания …>> таблица Fiat-ВАЗ 10143 Гайки шестигранные с бобышками для контактной сварки …>> таблица Fiat-ВАЗ 10139 Гайки шестигранные с пояском для законтривания …>> Вопрос 64: Хотел бы спросить Вас, нет ли в Вашем распоряжении литературы по технологии резьбонакатки, особенно саморезов? Нужны технологические расчеты. Если нет, то, может быть, подскажете... Ответ >> Профиленакатные станки моделей UPW 12,5 х 70, UPW 25 х 100 Руководство по обслуживанию. – 76 с. 
Содержание >> Вопрос 124: Наше предприятие рассматривает вопрос по расширению производства, создания производства крепежа на свободных площадях. Есть образцы продукции, которую готов закупать заказчик. Необходима консультация по технологии изготовления и подбору оборудования. В приложении эскиз (ось, общая длина 190 мм, с винтовым профилем с одной стороны на длине 55 мм). Исходное сырье: проволока 7 мм. Сталь 3-5. Потребность в месяц 500000 шт. Ответ >> |
Рекламация на крепёж - Кошмар поставщиков метизов
НАПАЛКОВ А.В., канд. техн. наук Скачать в PDF >> 
И так, после удачной сделки и поставки крепёжной продукции, а это может быть и в 1000 километрах от Вашего производства, или склада, Заказчик присылает рекламацию.. Т.е. иными словами претензию о несоответствии качества поставленной продукции. Если Вы производитель этого крепежа, кажется проще изготовить новую партию и отправить ее в кратчайшие сроки Заказчику. Но, товар уже оплачен, и тогда все расходы идут за Ваш счёт, так, как это скорее всего указано в Договоре поставки. Как же не потратить свои деньги и решить эту Проблему в свою пользу? Поднимаем Договор. Обычно основная часть договора - это шаблонный текст, практически повторяющийся во всех договорах. Важная его неотъемлемая часть - это Спецификация к договору. Пример официального договора одного из крупнейших автозаводов России и крупнейшего метизного завода возможно заказать у автора публикации. Чем при рекламации нам поможет Спецификация к договору. Обычно Спецификация к договору выполнена в виде таблицы, где указаны позиции поставки, обозначение, наименование, и количество в штуках, или в килограммах, или в тоннах.. Разберём случай, если была поставка стандартного крепежа, например по ГОСТ. Тогда в Спецификации к договору Важное значение имеет КАК выполнена запись ОБОЗНАЧЕНИЕ И НАИМЕНОВАНИЕ продукции. В каждом стандарте на крепёжную продукцию имеется Пример условного обозначения, основанный на СХЕМЕ условного обозначения, указанной в стандарте на общие технические требования на крепёж, которая четко определяет КАКИЕ знаки, буквы, цифры должны отражать требования качества данной крепёжной детали. Например, по ГОСТ полная схема условного обозначения крепежа включает 17 пунктов и знаков. Если какого-либо знака, буквы, цифры нет, то этого требования нет для данной крепёжной детали. Если какой-либо знак, буква, цифра указана не по стандарту, де-юре наименование продукции не соответствует соответствующему стандарту. 
Договор поставки и неотъемлемая часть Спецификация к договору на метизном заводе обязательно проходят через согласование с технической службой, которая подтверждает все необходимые знаки, буквы, цифры, крепёжной детали, подлежащей поставки. Пример официального договора одного из крупнейших автозаводов России и крупнейшего метизного завода возможно заказать у автора публикации. Какие могут быть претензии к крепежным деталям? 1 По внешнему виду крепеж, указанный в Спецификации поставки не соответствует фактически поставленному. 2 По внешнему виду крепеж имеет поверхностные дефекты, превышающие требования, указанные в стандарте на крепеж. 3 По внешнему виду крепеж имеет (или отсутствует) защитное покрытие, не соответствующее указанному в Спецификации поставки на крепеж. 4 По контрольным измерениям геометрии крепеж имеет отклонения, превышающие требования, указанные в стандарте на крепеж. 5 По контрольным измерениям формы крепеж имеет отклонения, превышающие требования, указанные в стандарте на крепеж. 6 По механическим испытаниям крепеж имеет отклонения, превышающие требования, указанные в стандарте на крепеж. Все пункты контроля качества, методы измерения и методики испытаний внесены в стандарт на крепеж, указанный в Спецификации к договору. Т.е. как для стороны Исполнителя, так и для стороны Заказчика - это единые требования для определения качества поставляемой продукции. Исполнитель, после проведения выходного контроля продукции, с продукцией отправляет Заказчику Сертификат соответствия. Заказчик принимает продукцию по Сертификату соответствия и имеет право провести свой входной контроль определённой выборки деталей из полученной партии. Повторю, Заказчик данной партии крепёжных деталей имеет полное право провести свой входной контроль произвольно выбранных деталей из полученной партии. Количество выбранных деталей определяет тот же ГОСТ на поставленный крепёж, или внутренний Стандарт предприятия (СТП). Обычно, если выбранная партия деталей бракуется, то выборке и повторному контролю подлежит удвоенная партия поступивших деталей. Но, Заказчик имеет право не контролировать поставленный крепёж, то брак выявляется уже при монтаже, или эксплуатации конструкций, механизмов, машин, автотранспорта, авиационной или ракетной техники.. В этом случае, рекламация на крепёж будет иметь более серьёзные последствия.. Подробнее в статье: Технический контроль качества автонормалей у производителя, дилера и потребителя >> 
Если Вы Торговая компания по продаже крепёжной продукции, разберёмся, что делать, если пришла рекламация на поставленный крепёж? Торговая компания - это в принципе посредник между Производителем крепежа и Заказчиком. Здесь те же законы - Договор и Спецификация к договору. И здесь можно аппелировать к точности написания ОБОЗНАЧЕНИЯ и НАИМЕНОВАНИЯ продукции. Важно помнить, если Вы покупаете у Производителя крепёж, например из Китая по DIN, а продаёте Заказчику по ГОСТ все риски по качеству и рекламациям за Вами. Тем более, принимая товар БЕЗ входного контроля, не имея возможности оперативно заменить бракованную продукцию, Ваша компания уже после первой поставки Заказчику имеет риск получить статус "Ненадежный поставщик", с которым последующие контракты вряд ли возможны.. Как снизить риск рекламаций? Оптимальным решением является чертёж на стандартный крепёж, выполненный в полном соответствие с требованиями ЕСКД (Единая система конструкторской документации, прим. авт.). На одном листе представлена и геометрия стандартной крепёжной детали, и допуски на размеры, и отклонения формы, и все основные технические требования, собранные из всех связанных между собой стандартов. Согласованный чертеж между Потребителем, Торговой компанией, Производителем позволит де-юро и де-факто снизить риски по любым спорным моментам и рекламациям к качеству крепёжной продукции как на этапе приёмки, так и в случае проблем при эксплуатации... 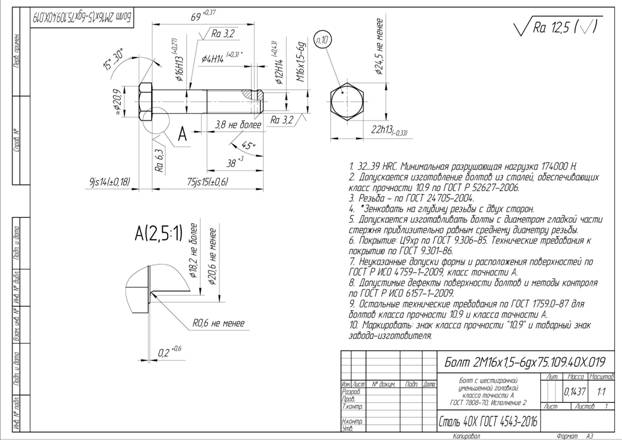
Чертеж выполнен автором статьи 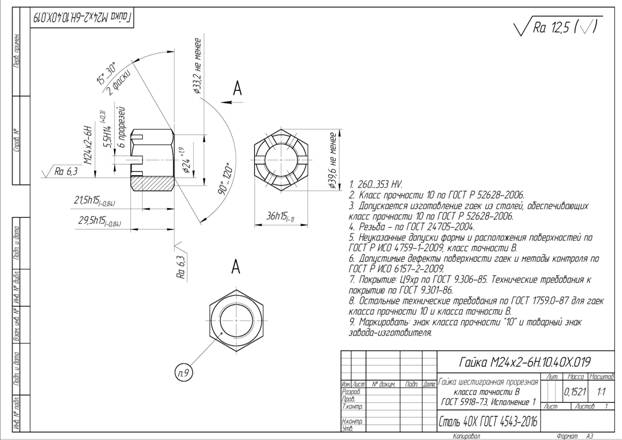
Чертеж выполнен автором статьи 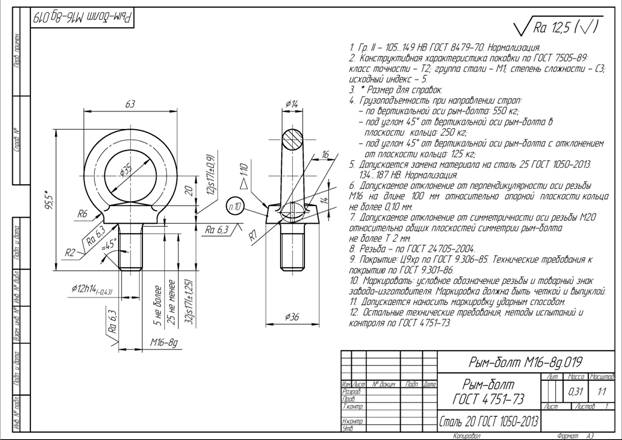
Чертеж выполнен автором статьи Декабрь 2023
| Гайка сферическая (специальная) с трапецеидальной резьбой от 22 до 42 мм. Оборудование и технология производства. Пакет материалов – 35 файлов… 
Содержание >> Горячая высадка головок 6-гранных болтов. Технология. Оборудование. Инструмент. Пакет материалов 34 файла… 
Содержание >> NATIONAL MACHINERY ALBUM. Детали и станки для их производства. – 47 с… 
Содержание >> Самонарезающие и самосверлящие винты: Оборудование и технология производства, Пакет материалов – 67 файлов… 
Содержание >> Нержавеющие саморезы DIN 7981: Оборудование и технология производства, Пакет материалов – 33 файла… 
Содержание >> Производство пуль пневматического оружия калибром от 4,5 мм до 9,0 мм из свинцово- сурьмянистой проволоки. Технология, Оборудование, Инструмент. Пакет материалов - 18 файлов… 
Содержание >> Винты установочные DIN 913 (ГОСТ 11074). Оборудование и Технология производства, Пакет материалов – 83 файла. 
Содержание >> Нержавеющие болты DIN 6921 и гайки DIN 557, DIN 6923 с зубчатым фланцем. Оборудование и технология производства. Пакет материалов – 39 файла… 
Содержание >> Производство Т-Болтов и Т-Гаек. Оборудование и технология. Пакет материалов – 26 файлов… 
Содержание >> Оборудование и технология производства вытяжных заклепок, Пакет материалов – 37 файлов… 
Содержание >> Нержавеюший крепеж. Резьбонакатывание. Технология, Оборудование, Инструмент, Пакет материалов – 14 файлов… 
Содержание >> Комплект документов на технологический процесс изготовления пресс-болтов М8-6gx21, М8-6gx25, М8-6gx45, М8-6gx50 (рабочие чертежи) – 38 листов. 
Содержание >> Комплект документов на технологический процесс изготовления винтов с полукруглой головкой и крестообразным шлицем 2М4х16, 2М4х20, 2М4х30 ГОСТ 17473, – 45 файлов… 
Содержание >> Крепежные изделия. Государственные стандарты СССР 1955 – 1964 г.г. Сборник стандартов. – 272 c. 
Содержание >> Оптические сортировочные машины из Тайваня. ТОМ 1. Каталог проспектов компаний- производителей оборудования для контроля и упаковки крепежных систем 
подробнее >> Оборудование для накатки резьбы детали Штуцер 1/2G х 23,2 при массовом и крупносерийном производстве. Пакет материалов. – 51 с. 
Содержание >> Оборудование для высадки и накатки резьбы деталей 53205-3103071, 53205-3104071, 6520-3104071, 53205-3104071-10, 6520-3104071-10, 5297-3104071-10, 53228-3103071 Болт колеса М22х1,5-6g при массовом и крупносерийном производстве. Пакет материалов. – 113 с. 
Содержание >> Оборудование для штамповки детали Rivet Creux 10 х18 - Пустотелая стальная заклепка при массовом и крупносерийном производстве. Пакет материалов. – 51 с. 
Содержание >> Расчет потерь при подготовке металла и производстве деталей Винт самонарезающий 4,2х25, 4,2х32 при массовом и крупносерийном производстве. Пакет материалов. – 4 с. 
Содержание >> Производители автомобильных крепежных систем в Тайване и Китае ТОМ 1 Представлены более 20 фирм-производителей автомобильного крепежа… 
подробнее >> 
Вопросы и ответы >> 
Новости >> 
Эксклюзивные публикации >> Атлас схем и типовых конструкций штампов. Объемная штамповка. В.А. Бабенко, В.В. Бойцов, Ю.П. Волик. – М.: Машиностроение, 1982. – 104 с., ил. 
Содержание >> Альбом конструкций универсальных штампов. Разделительные и формообразующие операции – 107 с. 
Содержание >> Практическое руководство по проверке расчета пружин при изготовлении. Н. Новгород, 1951. – 39 с. 
Содержание >> СТП 107.3.19-81 Калибры-пробки гладкие диаметром от 3 до 50 мм. Конструкция и размеры. 1981. – 36 с. 
Содержание >> СТП 107.3.17-81 Скобы листовые для диаметров от 10 до 100 мм. Конструкция и размеры. 1981. – 30 с. 
Содержание >> Холодная объемная штамповка. Справочник. Под ред. д-ра техн. наук проф. Г.А. Навроцкого. М., Машиностроение, 1973 – 496 с. 
Содержание книги >> Вопрос 23: Есть ли у Вас перечень фирм, занимающиеся производством строительного крепежа? Ответ >> Технологические расчеты упругих элементов. Руководящий технический материал. Часть 1. Поверочные расчеты пружин и пружинных колец. Ливотов В.С., Просвиров А.С., Напалков А.В. – Волгоград, 2002 – 16 с.: ил. 
Скачать бесплатно >> Атлас микроструктур сталей, применяемых в автомобилестроении Тихонов А.К., Копыл М.Д., Невзорова Н.В., Черданцев А.Н. ДИС АО «АвтоВАЗ», Тольятти, 1999. – 77 с. 
Содержание >> Опыт КАМАЗа по технологии производства большегрузых автомобилей. Термическая обработка / Зинченко В.М., Королев Ю.К., Колышкин Г.Я., Емельянов П.П, Николаев Е.Н. М.: Спец-ный информационный центр по технологии автомобилестроения, 1978. – 66 с. 
Содержание >> Вопрос 68: Если Вы имеете контакт с фирмой YUTA Прошу выслать каталог с прайсом. Ответ >> 
Технические условия Т.У. >> |