|
авторский проект Напалкова Александра Валерьевича |
|

|
Профиленакатные
станки моделей UPWS 16, UPWS 16-1, UPWS 25, UPWS 25-1 Инструкция по эксплуатации. – 149 с.
Писаревский
М.И. Накатывание точных резьб и шлицев. М.,
Л.: Машгиз, 1963. – 180 с.
Вопрос 31: Есть ли у Вас атлас
микроструктур металлов, применяемых в автомобилестроении и машиностроении?
Вопрос 70: В настоящее время, в
связи с тем, что производитель предлагает самим производить проволоку и
контролировать ее качество, возникла потребность в более подробном описании
технологических операций подготовки низкоуглеродистой проволоки для холодной
штамповки, в т.ч. расход основных материалов и ресурсов. Прошу Вас
проинформировать обладаете ли Вы такой информацией? Вопрос 69: Пришлите, пожалуйста,
технологические схемы с конструкцией инструмента на детали типа болт с
внутренним шестигранником, болт с шестигранной головкой и фланцем, пустотелая
заклепка. Спасибо.
Практика формообразования
внутренней резьбы в автоматизированном холодновысадочном производстве. Формирование
внутренней резьбы в гайках и других крепежных деталях традиционно считается
более сложной операцией, чем формирование наружной резьбы. Формирование
качественной внутренней резьбы в гайках или других деталях с резьбовым
отверстием начинается с формирования гладкого цилиндрического отверстия с
диаметром… Вопросы и ответы по
холодной высадке и объемной штамповке. В
разделе выбраны наиболее часто задаваемые автору проекта вопросы и
представлены развернутые ответы по подбору оборудования для
автоматизированного холодновысадочного производства, особенности технологии
производства и режимов обработки, консультации по конструкции крепежных
деталей и… Миропольский
Ю.А., Мансуров И.З. Современные
тенденции развития технологии холодной объемной штамповки. М.: НИИмаш, 1979.
– 80 с.
|
Skoda Fabia.
Полный цикл
Лев Демин
Становление
Skoda как
мирового автопроизводителя началась более 100 лет назад с… России! Об этом сообщил Мартин Ян, заместитель генерального
директора Skoda по продажам. Во всяком случае, судя по годовому докладу
компании Laurin&Klement (непосредственной предшественницы «Шкоды»), в
1908 году в России было продано столько же автомобилей этой марки, сколько во
всей Австро-Венгрии, в состав которой Чехия входила до 1918 года.
Правда,
стоила тогда Skoda всего 1800 рублей, и, по словам господина Яна, эти
счастливые времена вряд ли когда-нибудь вернутся. А вот может ли Skoda стать
доступнее? Вполне! Ведь с 28 апреля 2010 года на заводе Volkswagen под
Калугой осуществляется полноценная сборка еще одной чешской модели – Skoda Fabia. Теперь
Skoda Octavia и Fabia «от» и «до» делаются в России – от сварки и покраски до
окончательной сборки и обкатки. Разве что штампованные детали пока поступают
из Чехии. Но, подчеркиваю – пока! Рядом с заводом VW уже построено
производство, налаженное Северсталью и ее испанским партнером Gestamp. Здесь
из российского металлопроката будут делать детали кузовов для Шкод. На вполне
закономерный вопрос – «а как это отразится на качестве?» - последовал
неожиданный ответ: положительно! Ведь под Калугой поставили самое современное
оборудование. Максимальный допуск – 0,3 мм.
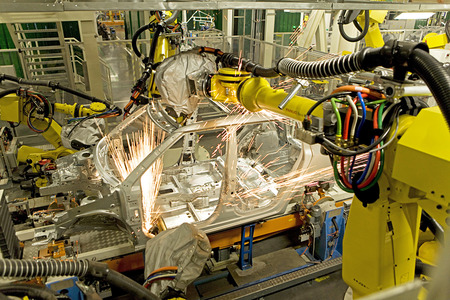
…Все сварочные линии отделены друг от друга плексигласовыми щитами.
Основную работу тут делают более сотни роботов, так что искры – во все
стороны. Первый этап – сборка пола. Затем двое рабочих на защелках крепят к
нему боковины кузова и приводят в действие фреймер – жесткую раму, которая
электронным методом проверяет правильность установки деталей и затем жестко
их фиксирует. Все, можно варить!
В
какой-то миг в движение приходят 8 огромных желтых манипуляторов – абсолютно
бесшумно, от чего невольно вздрагиваешь (подсознание вызывает кадры из
«Терминаторов»). Брызжут искры под потолок. Проходит несколько секунд – и
заготовка кузова отправляется в досварочную камеру: теперь еще шесть роботов
поставят свои «точки» там, куда их предшественники не могли дотянуться из-за
рамы фреймера.
Следующий
этап – к кузову припаивается крыша. Именно припаивается – лазером! Вдоль
«дождевого шва» ползет ярчайшая точка: лазерный луч расплавляет медную
проволоку, обеспечивая герметичность. В общей сложности на кузове Skoda Fabia
4126 сварных точек, более шести метров паяных лазером швов.
И все
же после сборки еще одна группа роботов электронными измерительными приборами
изучает всю «геометрию» кузова. Полученные данные будут храниться в базе
данных 15 лет! Для чего? Если вдруг случится авария с тяжкими последствиями,
эти данные помогут установить: не стал ли причиной аварии дефект кузова.
Каждые 115 секунд с конвейера сходит готовый кузов, в час – 31, в год – 150
тысяч.
Из
сварочного цеха автомобили поступают в покрасочную камеру. Но не сразу.
Сначала их отмывают от остатков консервирующего масла и только потом опускают
в катафорезную ванну. Потом сушка, окраска, нанесение защитного лака. И – в
сборочный цех.
Ну а
здесь-то все привычно. Роботизированные «руки» подают внутрь салона панель
приборов в сборе, кресла, задний диван. Сидя внутри, молодые калужане споро
монтируют детали обшивки, а в другом конце цеха в это время собирают
«тележку». И вот – долгожданная «свадьба»! Теперь остается навесить двери (их
собирают отдельно), колеса, светотехнику, бамперы. И… Нет, не на автовоз, а
на полигон.
Гребенка,
брусчатка и прочие дорожные неприятности как следуют «протрясут» Fabia на
предмет выявления посторонних шумов. А потом автомобиль отправят в
дождевальную камеру и прольют водой под большим давлением для выявления
возможных протечек…
Через
определенные временные этапы специалисты – аудиторы – проводят выборочный
контроль качества. Выбирают из партии готовых кузовов два и тщательно,
миллиметр за миллиметром, обследуют все – поверхности, качество сварки,
выявляя возможный брак. А что в будущем? Пока в Калуге по полному циклу делают три модели:
Skoda Octavia, Skoda Fabia и Volkswagen Tiguan. Но скоро здесь начнут выпускать
совершенно новый седан, построенный на платформе Volkswagen Polo. А чуть
позже добавится и еще одна модель. Скорее всего, это будет Volkswagen Passat,
который пока собирают методом крупноузловой сборки… |
Практическое руководство по проверке расчета пружин при изготовлении. Н. Новгород, 1951. – 39 с.
ОСТ 37.001.115-75 Шайбы пружинные. Конструкция, размеры
и технические требования …>>
Автонормали.
Пружины. Содержание >>
Вопрос 23: Есть ли у Вас
перечень фирм, занимающиеся производством строительного
крепежа?
таблица
Fiat-ВАЗ 10130 Гайки шестигранные прорезные
нормальные …>> таблица
Fiat-ВАЗ 10139 Гайки шестигранные с пояском
для законтривания …>> таблица
Fiat-ВАЗ 10140 Глухие гайки …>> ОСТ 37.001.171-75 Шплинты разводные. Конструкция, размеры и
технические требования …>> Технологические
расчеты упругих элементов.
DIN 558 M 5 to M 36 hexagon head screws threaded
up to the head Product grade C …>> таблица
Fiat-ВАЗ 10139 Гайки шестигранные с пояском
для законтривания …>> ОСТ 37.001.015-85 Пружины клапанные автомобильных двигателей. Технические
требования. Методы контроля и правила приемки. Упаковка, транспортирование,
хранение …>> ОСТ 37.001.104-72 Болты с шестигранной головкой и зубчатым буртиком
самостопорящиеся. Конструкция и размеры …>> ОСТ 37.001.106-75 Болты с полукруглой головкой и
квадратным подголовником. Конструкция и размеры …>> ОСТ 37.001.109-72 Гайки шестигранные самостопорящиеся с нейлоновым кольцом.
Конструкция и размеры …>> ОСТ 37.001.110-72 Гайки шестигранные самостопорящиеся с
зубчатым буртиком. Конструкция и размеры …>> О
причинах дефектов при производстве крепежа. Широкое многообразие дефектов
металла и металлоизделий, возникающих при производстве крепежных изделий,
требует детального подхода к определению причин происхождения дефектов и
методов их идентификации. Для достоверного установления причин образования
дефекта часто необходимо использовать комплекс методов. Однако основной
причиной образования дефекта на металлоизделии однозначно является технология
производства металлопроката и его обработка. Большая часть массового
производства крепежных изделий изготавливается методами горячей, полугорячей
или холодной обработкой металлов давлением. Поэтому на эволюцию существования
дефекта металлургического происхождения или дефекта, возникшего в процессе
пластического формообразования, влияет история деформирования с
многовариантностью механических схем деформаций… ТУ 14-1-2527-90 Прокат
калиброванный и со специальной отделкой поверхности из углеродистой и
легированной стали Технические
условия. (взамен ТУ 14-1-2527-78)…>> ТУ 14-1-4459-88 Сталь горячекатаная (подкат) и
калиброванная марок 12Г1Р, 30Г1Р, 35Г1Р. Опытная партия. Технические условия …>> ТУ 14-1-4486-88 Сталь горячекатаная (подкат),
калиброванная и калиброванная со специальной отделкой поверхности марок 06ХГР
и 20Г2Р. Технические условия. (взамен ТУ 14-1-2810-79, ТУ-1-3599-83, ТУ
14-1-2811-79, ТУ 14-1-3312-81) …>>
Одноударный
трехпозиционный высадочный автомат модели 13ВА-12. Паспорт. – 35 с.
Миропольский
Ю.А., Токарев И.К., Фазлулин Э.М., Грипп Л.Б.
|
|
|
|
|
|
|

















Опубликованные и неопубликованные рукописи автора: |
|||||||
|
|
|
|
|
|
|
|
Маркировка крепежа |
Контроль качества |
Разделительные операции |
Обзор развития ХОШ |
Стопорящиеся гайки |
Низкие гайки |
Фаска на деталях |
Плоские шайбы |






|
При использовании
материалов сайта обязательна ссылка на сайт и автора следующим образом: © Напалков
Александр Валерьевич : Рукописи : на www.nav.t-k.ru |
Последнее обновление05-05-2010 |