|
авторский проект Напалкова Александра Валерьевича |
|

|
Вопрос: Какая технология и
какое требуется оборудование для изготовления вытяжной заклепки. Вопрос: Интересуют
производители крепежа из Тайваня и Китая.
Вопрос: Реально ли осуществить
самому производство крепежа. Хочу начать с гаек. Вопрос: Какие должны быть
размеры фасок на шпильках.
Вопрос: Как выбрать стержень
под накатку резьбы. Вопрос: Какая технология
фосфатирования металла. Вопрос: Какая форма и размеры у
головки e-torx. Вопрос: Какая технология
навивки и упрочнения пружин.
Вопрос: Прошу Вас сообщить возможность,
цену, сроки и условия поставки в Беларусь Вопрос: Какие российские и
импортные стали применяются для высадки высокопрочного крепежа. Машины
для формовки самосверлящих винтов компании GEM Intertational Co, Ltd. Электронный каталог…
Вопрос: Могли бы Вы оказать
консультацию относительно запуска НОВОГО ДЛЯ МОЕЙ компании бизнеса, в частности - производство метизов.
Мы нацелились на этот рынок, несомненно, в сложные времена, но перспективы
все же просматриваются. Что до просьбы к Вам: простая математика. Вопрос
задачи - Если взять 1000 кг низкоуглеродистой проволоки и произвести из
нее саморезы к мет. профилю, то сколько штук готовой продукции получится? Вопрос: Для производства
штуцера, приобрели гайковысадочный станок А1821. НЕОБХОДИМО подобрать
резьбонакатной станок, оптимальный для нашего изделия. (форма детали: цельнометаллический винт с цилиндрической плоской
головкой диаметром 31 -0,52 мм, высота головки 4,3 +-0,5 мм, длина детали с головкой
23,2 +-0,5 мм, наружный диаметр резьбы 1/2G, недокат резьбы 3 -0,1 мм,) Вопрос: Подскажите нам, где
можно приобрести холодноштамповочный автомат для штамповки гайки М27
ГОСТ 5915. Главы из
книги И. Биллигман «ВЫСАДКА И ДРУГИЕ МЕТОДЫ ОБЪЕМНОЙ ШТАМПОВКИ» Значение инструмента
весьма возросло в связи с развитием методов штамповки, развитием
пресс-автоматов, а также в связи с расширением области применения штамповки.
Высокую производительность… Вопрос: Наше предприятие
планирует выпуск крепежа для железной дороги это закладные ГОСТ16017 и
клеммные ГОСТ 16016 болты и гайки на 22 мм а также стыковые болты с
гайкой ГОСТ 11530 и путевые шурупы ГОСТ 809. Какой наработан опыт в
производстве данной продукции. Главы из книги
Ч. Уик «ОБРАБОТКА МЕТАЛЛОВ БЕЗ СНЯТИЯ СТРУЖКИ» Выражение
«обработка металла без снятия стружки» все чаще служит общим названием
новых методов холодного деформирования металла для получения готовых
изделий… |
Практика формообразования
внутренней резьбы в автоматизированном холодновысадочном
производстве НАПАЛКОВ
А.В., канд. техн. наук
Резьбовое соединение является
одним из самых распространенных в машиностроении механических соединений.
Резьбовая пара «болт-гайка» позволяет надежно соединить и, при необходимости,
просто и быстро разъединить детали без применения сложных и специальных
инструментов и приспособлений. Формирование внутренней резьбы в
гайках и других крепежных деталях традиционно считается более сложной
операцией, чем формирование наружной резьбы. Формирование качественной
внутренней резьбы в гайках или других деталях с резьбовым отверстием
начинается с формирования гладкого цилиндрического отверстия с диаметром
примерно равным внутреннему диаметру резьбы. Диаметр отверстия под нарезку
резьбы имеет соответствующий допуск на размер, требования к отклонению формы
и требования к шероховатости образующей поверхности цилиндрического
отверстия. Отверстие в деталях,
изготавливаемых в массовом или крупносерийном производстве, в большинстве
случаев выполняется пробивкой на последней штамповочной позиции
многопозиционного холодноштамповочного автомата. На операции «пробивка» отверстие в заготовке формируется за счет
удаления центральной перемычки – «выдры». Процесс пробивки имеет три стадии:
упругую, пластическую, и стадию скалывания. Стадия упругой деформации, во
время которой происходят упругое сжатие и изгиб металла в сторону отверстия
матрицы. Стадия пластической деформации, в течение которой происходят
вдавливание пуансона в металл и выдавливание его в отверстие матрицы с
сильным изгибом и растяжением волокон. К концу этой стадии напряжения вблизи
режущих кромок достигают максимальной величины, соответствующих сопротивлению
металла срезу. Стадия скалывания, в течение которой происходит возникновение
сначала микро-, а затем и макротрещин, образующихся у режущих кромок пуансона
и матрицы, направленных по линиям наибольших деформаций сдвига. Скалывающие
трещины быстро распространяются на внутренние слои металла и вызывают
отделение пробиваемой перемычки – «выдры». При дальнейшем движении пробивной
пуансон проталкивает выдру через рабочую шейку матрицы или выталкивающего
пуансона пробивной матрицы. При точной установки пробивного инструмента,
правильной геометрии заготовки и соответствующего зазора между пробивным пуансоном
и матрицей поверхности сдвига, возникающие у режущих кромок пуансона,
совпадают с поверхностями сдвига и скалывающими трещинами, возникающими у
режущих кромок матрицы и образуют общую криволинейную поверхность скалывания.
При малой величине зазора и высокой перемычки заготовки детали поверхности
сдвига, идущие от кромок пуансона, не совпадают с поверхностями сдвига,
возникшими у кромок матрицы, что может стать причиной образования выровов на
кольцевой поверхности отверстия. В случае большого зазора на поверхности
детали образуются рваные заусенцы от затягивания и обрыва металла в зазоре. В руководящем
техническом материале по холодной объемной штамповке Auslegung der Werkzeuge
und Entwicklung der Formteile für Mehrmatrizen-Kaltumformer компании National Machinery Co установлены следующие критерии при пробивке.
Диаметр наметки под отверстие со стороны пробивного пуансона d = наибольшему диаметру отверстия под
нарезку резьбы. Толщина t
перемычки под пробивку при нормальных условиях пробивки t=0,5·d, при максимально возможных условиях
пробивки t=1,0·d. Диаметр наметки под отверстие со стороны
матрицы при нормальных условиях пробивки: d2=d+(0,20…0,22) мм при d=4,8…9,5 мм, d2=d+(0,28…0,30) мм при d=9,5…12,7 мм, d2=d+(0,36…0,38) мм при d=12,7…23,8 мм. Заусенцы, выровы и другие
дефекты поверхности после пробивки отверстия возникают в результате
неравномерного зазора по периметру (вследствие несоосности пробивного
инструмента), при притуплении режущих кромок пуансона и матрицы, при высоте
перемычки более 1,0·d или
менее 0,3·d, при
несоответствие размеров наметки под пробивку, несоответствие пробивного
пуансона и пробивной матрице установленным техническим требованиям,
несоответствие применяемого металла заготовки. Конструкция, размеры,
технические требования и материал пробивного пуансона для формирования
отверстия для нарезки резьбы М3х0,5, М4х0,7, М5х0,8, М6х1, М8х1, М8х1,25,
М10х1, М10х1,25, М10х1,5, М12х1, М12х1,25, М12х1,75, М14х1,5, М14х2, М16х1,5,
М16х2, М18х1,5, М18х2,5, М20х1,5, М20х2,5 … подробнее >> Конструкция, размеры,
технические требования и материал пробивного пуансона с выглаживющим участком
под резьбу М8х1,25, М10х1, М10х1,25 … подробнее >> Применение
пробивных пуансонов с выглаживающим участком позволяет после пробивки
провести калибровку отверстия, выглаживая возможные неровности и стабилизируя
диаметральный размер под последующее пластическое выдавливание внутренней
резьбы раскатными метчиками. По технологическому маршруту
изготовления деталей с внутренней резьбой, заготовки, после штамповки и
пробивки отверстия, поступают на операцию «мойка». Обезжиривание, промывка,
продувка и сушка горячим воздухом заготовок на операции «мойка» необходимы
для удаления технологической смазки, применяемой для штамповки и удаления
микрочастиц металла с поверхности отштампованной заготовки. Специальные
смазочно-охлаждающие технологические средства (СОТС) для качественной нарезки
внутренней резьбы и эффективного отвода тепла от резьбообразующего
инструмента имеют существенное отличие по физико-химическим и трибологическим
свойствам от технологической смазки, применяемой для штамповки. После
операции «мойка» заготовки по всей поверхности должны быть сухими и чистыми. Из технологической тары сухие и
чистые заготовки загружают в бункер гайконарезного автомата. Установленный в
бункере ворошитель позволяет сориентировать деталь и обеспечить загрузку к
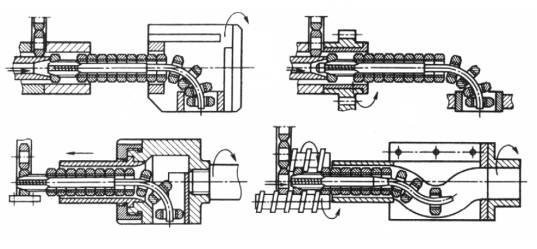
узлу нарезки резьбы. Гайконарезные станки, в которых
резьбообразующим инструментом является метчик с изогнутым хвостовиком,
получили широкое распространение в мировой практике. Применение гаечных
метчиков с изогнутым хвостовиком позволяет обеспечить непрерывность процесса
формообразования внутренней резьбы и оптимальные условия для автоматизации.
Конструкция метчиков подразделяется на два вида: с Г-образным и с S-образным
хвостовиком.
Принципиальная схема узла
формообразования внутренней резьбы популярных гайконарезных
автоматов Из отечественных разработок на
многих крупных метизных предприятиях установлены и до сих пор успешно
эксплуатируются гайконарезные двухшпиндельные автоматы моделей 2061, 2062, 2063,
2064 для нарезания внутренней резьбы М3 – М30 (Изготовитель – Молодечненский
станкостроительный завод). Нарезка внутренней резьбы на указанных автоматах
выполняется в следующем порядке. Заготовки, подготовленные к нарезке резьбы,
загружают в бункер. В направляющие призмы устанавливается метчик с
несколькими заготовками, предварительно вставленные со стороны изогнутой
части метчика. Заготовки, зафиксированные от проворота в направляющих
призмах, позволяют зацентрировать метчик, и обеспечить соосность подачи.
Изогнутая часть метчика размещается в специальном патроне, который
зафиксирован на шпинделе станка. При включении станка от шпинделя через
специальный патрон вращение передается на изогнутый хвостовик метчика.
Ворошитель возвратно-поступательным движением выталкивает заготовки в
направляющие планки, по которым под собственной тяжестью они перемещаются
вниз до упора в оси: толкатель – отверстие заготовки - метчик. Толкатель,
связанный с приводом станка, проталкивает заготовку из направляющих планок в направляющие
призмы до упора – торца рабочей части вращающегося метчика. Направляющие
призмы, установленные под соответствующий размер под ключ детали,
обеспечивают соосность перемещения заготовки вдоль оси метчика, и не
позволяют нарезаемой заготовки проворачиваться. Под давлением толкателя
вращающийся метчик врезается (закусывает) прижатую к его торцу неподвижную
заготовку. За счет перемещения заготовок по режущей и калибрующей резьбовой
части вращающегося метчика в детали нарезается внутренняя резьба. В это время
толкатель возвращается в исходное положением, проталкивает очередную
заготовку из направляющих планок в направляющие призмы на режущую часть
метчика. Очередная заготовка перемещается по режущей и калибрующей резьбовой
части вращающегося метчика. Детали сходят с резьбовой части метчика, и под
давлением следующих деталей перемещаются на прямолинейную и изогнутую часть.
За счет конструкции специального патрона, внутренняя поверхность которого
выполнена по спирали, детали, достигнув конца изогнутой части метчика,
проваливаются через паз вращающегося патрона и по склизу в два ручья
перемещаются в контейнер. Схема расположения инструмента в
гайконарезном автомате 2061, 2062, 2063, 2064… подробнее >> Конструкция и размеры
специального патрона к гайконарезному
автомату 2061, 2062, 2063, 2064… подробнее
>> Одним из основных факторов,
влияющих на качество формообразования внутренней резьбы, является использование
метчиков соответствующей конструкции и размеров под конкретный типоразмер и
обрабатываемый материал. Основными конструктивными
элементами метчика являются: режущая и калибрующая части, число, профиль
канавок, углы резания, элементы резьбы: средний, наружный, внутренний диаметр
резьбы. Режущая часть выполняет основную работу по вырезанию профиля. Для
распределения работы резания на большее количество отдельных резцов-зубьев
режущая часть оформляется в виде конуса с углом наклона к оси метчика 3030´. Традиционно, для гаечных
метчиков устанавливается одинаковая величина режущей части равная 12 шагам
нарезаемой резьбы. Тем не менее, рекомендуемое уменьшение режущей части до 8
витков наиболее перспективно для нарезки гаек, что позволит уменьшить силу
трения, снизить вероятность защемления стружки, а также опасности
заклинивания и поломки метчика. Для
качественного формирования резьбы значение толщины среза металла должны
быть в пределах 0,02...0,15 мм. Для качественной работы метчика
необходимо, чтобы режущие кромки были расположены равномерно по окружности и
одинаково затылованы. Наличие большого биения на режущей части создает
неравномерную нагрузку на каждое перо и влечет за собой разбивание отверстия.
Биение режущих перьев не должно быть больше 0,06...0,08 мм. Окончательное
формирование резьбы заканчивается после прохода первого калибрующего
витка, имеющего полную высоту профиля резьбы. Следующие витки уже не
участвуют в калибровке резьбы и служат для перемещения гайки. По мере
притупления первого полного витка и переточки метчика роль калибровки
переносится на следующий виток. Поэтому калибрующую часть можно рассматривать
также и как резерв для переточки метчика. Тем не менее, минимальная длина
калибрующей части должна составлять не менее 0,6·h гайки. В практике
наибольшее распространение для нарезки гаек М3...М20 на гайконарезных
автоматах получили метчики с тремя канавками (трехперые). Конструкция канавки
метчика должна обеспечить достаточное пространство для выхода
стружки, препятствовать налипанию металла, застреванию и
спрессованию стружки между витками и отверстием. Перо метчика не должно
быть широким, так как с увеличением ширины пера возрастает трение и
увеличивается вероятность забивания канавки стружкой. Передний угол выбирается
в зависимости от твердости обрабатываемого материала. Для мягких и вязких
материалов передний угол увеличивают до 12..150, для твердых -
уменьшают до 0...50. Задний угол на метчике получается путем
затылования по наружному диаметру режущей части и устанавливается в пределах
8...100. Подробное описание
конструктивных элементов и конструкций метчиков представлено в книге Семенченко И.И., Матюшин
В.М., Сахаров Г.Н. Проектирование металлорежущих инструментов. – М: Машгиз, 1963.
- 952 с. с ил. Конструкция, размеры,
технические требования, материал специальных гайконарезных метчиков с
изогнутым Г-образным хвостовиком на гайконарезные автоматы 2061, 2062, 2063, 2064 для нарезки резьбы М3х0,5, М4х0,7, М5х0,8, М6х1, М7х1, М8х1, М8х1,25,
М10х1, М10х1,25, М10х1,5, 7/16''-20UNF, М12х1, М12х1,25, М12х1,75,
М14х1,5, М14х2, М16х1, М16х1,5, М16х2, М18х1,5, М18х2,5, М20х1,5, М20х2,5,
М22х1,5, М24х1,5, М27х1,5 и подробная технология их изготовления… подробнее
>> Конструкция, размеры,
технические требования, материал специальных гайконарезных метчиков с
режуще-выглаживающими зубьями на гайконарезные автоматы 2061, 2062, 2063, 2064 для нарезки резьбы М4х0,7, М5х0,8, М6х1, М7х1, М8х1, М8х1,25, М10х1,
М10х1,25, М10х1,5, М12х1, М12х1,25, М12х1,5, М12х1,75, М14х1,5, М16х1,5, М18х1,5, М18х2,5, М20х1,5, М22х1,5,
М24х1,5 … подробнее
>> Конструкция, размеры,
технические требования, материал специальных гайконарезных метчиков с
изогнутым S-образным хвостовиком на гайконарезной автомат AGR-10 Nedschroef для нарезки резьбы М6х1, М8х1, М8х1,25, М9х1,
М10х1, М10х1,25… подробнее >> Технический контроль метчиков с изогнутым
Г-образным хвостовиком на гайконарезные автоматы 2061, 2062, 2063,
2064 производится согласно принятой в производство конструкторской
документации и включает контроль 40 геометрических, механических параметров,
характеристик и отклонений формы: 1.
Диаметр
линейной части метчика; 2.
Диаметр
нелинейной (изогнутой) части метчика; 3.
Диаметр
резьбы наружный; 4.
Диаметр
резьбы средний; 5.
Диаметр
резьбы внутренний; 6.
Диаметр
заборной части метчика; 7.
Суммарная
длина режущей и калибрующей части метчика; 8.
Длина
режущей части метчика; 9.
Длина
линейной части метчика; 10.
Длина
общая метчика; 11.
Шаг
резьбы; 12.
Высота
изгиба хвостовой части метчика; 13.
Радиус
изгиба; 14.
Ширина
пера; 15.
Диаметр
стружечной канавки; 16.
Угол
уклона стружечной канавки относительно оси метчика; 17.
Размер
затыловки режущей части метчика; 18.
Угол
передний режущей и калибрующей частей метчика; 19.
Твердость
режущей части метчика; 20.
Твердость
хвостовой части; 21.
Длина
канавки после калибрующей части метчика; 22.
Величина
затылования калибрующей части метчика; 23.
Допуск
радиального биения режущей части по наружному диаметру; 24.
Допуск
радиального биения калибрующей части по наружному диаметру; 25.
Допуск
радиального биения калибрующей части по среднему диаметру; 26.
Допуск
радиального биения хвостовой части по диаметру на заданной длине; 27.
Допуск
плоскостности линейной и нелинейной частей хвостовика; 28.
Контроль
места сварки рабочей и хвостовой частей метчика: непровар, поджог, пережог
металла, кольцевые трещины, свищи; 29.
Контроль
режущей части: завалы, выкрашивания, прижоги не допускаются; 30.
Контроль
калибрующей части: завалы, выкрашивания, прижоги не допускаются; 31.
Контроль
качества маркировки; 32.
Контроль
шероховатости стружечных канавок; 33.
Контроль
шероховатости переднего угла режущей и калибрующей частей; 34.
Контроль
шероховатости резьбового профиля метчика; 35.
Контроль
шероховатости линейной части хвостовика; 36.
Контроль
шероховатости нелинейной (изогнутой) части хвостовика; 37.
Контроль
шероховатости по наружной поверхности режущей части метчика; 38.
Контроль
шероховатости заборного конуса перед режущей частью метчика; 39.
Соответствие
марки материала техническим требованиям конструкторской документации рабочей
и хвостовой частей метчика; 40.
Количество
перьев метчика. Примеры вида износа метчиков
и примеры рабочей части метчиков с геометрическими и механическими
отклонениями от технических требований конструкторской документации:
Для малых диаметров резьб М3 - М5
эффективно применение бесстружечных метчиков, позволяющие повысить их стойкость
в 5 – 6 раз относительно резьбонарезных аналогов. При увеличении диаметра и
шага резьбы происходит увеличение площади контакта инструмента с заготовкой,
что приводит к росту момента вращения и снижению стойкости бесстружечных
метчиков. Поэтому при формообразовании резьбы с диаметром более М10
существенного различия по стойкости с резьбонарезными аналогами не
наблюдается. По конструктивному исполнению бесстружечные метчики отличаются
числом граней (3, 4, 6, 8) симметричностью или несимметричностью контура
поперечного сечения, наличием полного профиля резьбы по всему периметру или
только на отдельных участках и числом ступеней (одно-, или двухступенчатые). Конструкция, размеры, технические
требования и материал изготовления специальных бесстружечных метчиков с
Г-образным изогнутым хвостовиком на гайконарезные автоматы 2061, 2062, 2063, 2064 для нарезки резьбы М4х0,7, М5х0,8, М6х1, М8х1,25, М9х1, М10х1,25,
7/16''-20UNF, М12х1,25, М14х1,5, М16х1,5, М20х1,5, М27х1,5… подробнее
>> Современное оборудование для нарезки и раскатки
внутренней резьбы представлено в каталоге компании Streicher Maschinenbau
GmbH (Германия). Сотни станков STREICHER
с успехом эксплуатируются более чем в 70 странах, включая Англию,
Францию, Испанию, Италию, Россию, Украину,
Белоруссию, Польшу Чехию, Словакию. Их можно встретить и в Северной Америке,
Австралии, Индии и других регионах планеты. Гайконарезные автоматы STREICHER работают как по принципу «сквозного перемещения
гайки по изогнутому метчику», так и с реверсивным шпинделем, обеспечивающим
нарезание резьбы на проход и в упор… подробнее
>> Каталог компании GEM Intertational Co, Ltd – крупнейшего в Тайване
производителя оборудования и инструмента для метизных предприятий включает четырехшпиндельные пневматические
гайконарезные автоматы, двухшпиндельные гайконарезные автоматы для нарезки
резьбы в круглых гайках, гайконарезные автоматы для нарезки резьбы в высоких
и сверхвысоких гайках… подробнее
>> Август 2009 |
Специальные
крепежные детали, нормали Вопрос: Мы занимаемся
производством метизов на токарных шестишпиндельных автоматах. Принято решение осваивать холодную высадку. Помогите
пожалуйста подскажите, какое оборудование какой марки и производителя необходимо для производства накидных гаек 305206-П Гайка М20х1,5-6H, 864813 Гайка М18х1,5-6H, 864812 Гайка М16х1,5-6H, 864811 Гайка М14х1,5-6H и 864847 Гайка М10х1-6H.
Вопрос: Хотим производить
винты, саморезы (в т.ч. оцинкованные), анкера, евровинты. С чего начать
организацию производства метизов строительного и мебельного назначения. Вопрос: Наше предприятие
заинтересовано в приобретение гвоздильных автоматов для изготовления гвоздей
длиной до 100мм из проволоки диаметром до 4мм. Интересуют автоматы наиболее
надежные в работе и простые в эксплуатации.
Вопрос: Хочу освоить
производство гаек М10-М24 разной высоты для автомобилей КамАЗ. Какое надо
оборудование, маркировка станков, инструменты, где приобрести, можно ли
приспособить это оборудование для производства болтов? Главы из книги
Петриков В.Г., Власов А.П. «ПРОГРЕССИВНЫЕ КРЕПЕЖНЫЕ ИЗДЕЛИЯ» Накатывание резьбы предоставляет
широкие возможности для изменения и создания благоприятной структуры металла
стержня и качества поверхности резьбы, так как позволяет формировать… Вопрос: В чем преимущество работы с Вами по сравнению с дилерами (кроме
того, что у Вас есть возможность выбирать между производителями, а дилер
зажат рамками того, кого он представляет) или самим производителем?
Гарантийную и после гарантийную поддержку можете оказать? Помочь с лизингом? Меня интересует оборудование для производства
гайки DIN 6923 с диаметром резьбы 8мм, стандартный шаг, материал - сталь 10.
Производительность 100шт в минуту. Главы из
монографии Губкин С.И. «ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ МЕТАЛЛОВ» Пластическая деформация как
способ изменения свойств металлического вещества имеет специфические
особенности. Важнейшая особенность – преобразование кристаллической…
Специальные
крепежные детали, нормали
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
||||||||||||||||||||||||||||||||||||||































Опубликованные и неопубликованные рукописи автора: |
|||||||
|
|
|
|
|
|
|
|
Маркировка крепежа |
Контроль качества |
Разделительные операции |
Обзор развития ХОШ |
Стопорящиеся гайки |
Низкие гайки |
Фаска на деталях |
Плоские шайбы |




|
При использовании
материалов сайта обязательна ссылка на сайт и автора следующим образом: © Напалков
Александр Валерьевич : Рукописи : на www.nav.t-k.ru |
Последнее обновление13-08-2009 |