|
авторский проект Напалкова Александра Валерьевича |
|

|
ТУ 14-1-2527-90 Прокат
калиброванный и со специальной отделкой поверхности из углеродистой и
легированной стали Технические
условия. (взамен ТУ 14-1-2527-78)…>> ТУ 14-1-4459-88 Сталь горячекатаная (подкат) и
калиброванная марок 12Г1Р, 30Г1Р, 35Г1Р. Опытная партия. Технические условия …>> ТУ 14-1-4486-88 Сталь горячекатаная (подкат),
калиброванная и калиброванная со специальной отделкой поверхности марок 06ХГР
и 20Г2Р. Технические условия. (взамен ТУ 14-1-2810-79, ТУ-1-3599-83, ТУ
14-1-2811-79, ТУ 14-1-3312-81) …>>
ОСТ 37.001.015-85 Пружины клапанные автомобильных двигателей. Технические
требования. Методы контроля и правила приемки. Упаковка, транспортирование,
хранение …>> ОСТ 37.001.104-72 Болты с шестигранной головкой и зубчатым буртиком
самостопорящиеся. Конструкция и размеры …>> ОСТ 37.001.106-75 Болты с полукруглой головкой и
квадратным подголовником. Конструкция и размеры …>> ОСТ 37.001.109-72 Гайки шестигранные самостопорящиеся с нейлоновым кольцом.
Конструкция и размеры …>> ОСТ 37.001.110-72 Гайки шестигранные самостопорящиеся с
зубчатым буртиком. Конструкция и размеры …>> ОСТ 37.001.112-91 Гайки квадратные. Конструкция и
размеры …>> ОСТ 37.001.115-75 Шайбы пружинные. Конструкция, размеры
и технические требования …>> Практика формообразования
внутренней резьбы в автоматизированном холодновысадочном производстве. Формирование внутренней резьбы
в гайках и других крепежных деталях традиционно считается более сложной
операцией, чем формирование наружной резьбы. Формирование качественной
внутренней резьбы в гайках или других деталях с резьбовым отверстием
начинается с формирования гладкого цилиндрического отверстия с диаметром… Вопрос 23: Есть ли у Вас перечень
фирм, занимающиеся производством строительного
крепежа? таблица
Fiat-ВАЗ 10130 Гайки шестигранные прорезные
нормальные …>> Вопрос 31: Есть ли у Вас атлас
микроструктур металлов, применяемых в автомобилестроении и машиностроении? DIN 601 Sechskantschrauben mit Schaft Gewinde M 5 bis M 52 Produktklasse C M 5 to M
52 hexagon head bolts. Product grade С (modified version of ISO 4016) …>> DIN 558 M 5 to M 36 hexagon head screws threaded
up to the head Product grade C …>> Frachrundschrauben mit
Vierkantansatz …>> |
прогрессивный крепеж – 30 лет спустя? НАПАЛКОВ
А.В., канд. техн. наук
Идея создания сборочных
предприятий в России – идеальный вариант КАЧЕСТВЕННОГО СКАЧКА вперед по
конструкции крепежа и по технологиям. И при этом любой коммерсант приложит
все, чтобы был нужный - прогрессивный крепеж по спецификациям комплектующих
иномарок. Проблемы, связанные с локализацией
производства автокомпонентов подробно описаны в статье «Анализ условий формирования производства
автокомпонентов в России». Лично, на своем опыте почувствовал, как впервые
заинтересовались локализацией прогрессивного крепежа коммерсанты, когда на
том же ГАЗе приняли решение об организации сборки автомобилей по лицензии
Chrysler. А что из этого стало см. в статье «Волга» - от
рассвета до заката». Периодически обращаясь к статьям
в журналах, к книгам, к сборникам докладов, выпущенные 20 – 30 лет назад, и
связанных с производством крепежных деталей, вспомнил о ходовых испытаниях,
описанных в докладе Главного конструктора КТИавтометиз И.Н. Розмари,
опубликованные в Сборнике тезисов, докладов и сообщений научно-технической
конференции «Пути улучшения свойств металла и повышение эффективности и
качества изготовления деталей методом холодной высадки». г. Белебей, июль,
1979 год. В этом докладе «Перспективы внедрения
прогрессивных конструкций крепежных деталей и технологии их изготовления в
автомобильной промышленности» И.Н. Розмари приводит следующие факты: «..самостопорящиеся
гайки устанавливались взамен шлицевых гаек со шплинтом. В девяти опорных
автохозяйствах на 53-х автомобилях ЗИЛ-100 было установлено 2753 гайки. Общая
контрольная величина пробега для каждого автомобиля составила 150 тыс. км,
проверка проводилась через каждые 5…30 тыс. км в зависимости от условий
работы узла. Одновременно проверялись узлы на которых параллельно
устанавливались стандартные гайки. Из 18693 проверок опытных гаек подтяжка
потребовалась в 1043 случаях, т.е. количество ослаблений составило 7%. Из
19687 проверок опытных гаек подтяжка потребовалась в 1343 случаях, т.е.
количество ослаблений составило 7,6%. Из 19687 проверок серийных гаек
потребовалась подтяжка в 3297 случаях, т.е. количество ослаблений составили
16,7%. Следовательно, самостопорящиеся гайки, обжатые в двух точках
ослаблялись в два раза реже. В двух автохозяйствах и КЭО Кременчугского
автозавода на 13 автомобилях КрАЗ было установлено 1131 гайка, обжатая в двух
точках. Из 3063 проверок самостопорящихся гаек в 150 случаях потребовалась
подтяжка, что составило 4,9%. Из 2235 проверок серийных гаек в 420 случаях
потребовалась подтяжка, что составило 18,4%. Следовательно, самостопорящиеся
гайки ослабились в 3,8 раза реже, чем серийные. Испытания самостопорящихся
гаек, обжатых в двух точках, М10х1 крепления крышек шатуна проводились на
двигателях ЗМЗ-66 (стендовые испытания 400 часов) и ЗМЗ-24Д (стендовые испытания 300 часов),
ослабления крышек при этом не наблюдалось…Эксплуатационные испытания
самостопорящихся гаек, обжатые в двух точках, проводились на автомобилях
ЗИЛ-130, КрАЗ, а также на двигателях ЗМЗ-66, ЗМЗ-24Д…». Есть и другие примеры
эффективного применения прогрессивного крепежа. Преимущества
прогрессивного крепежа были доказаны 30 лет назад!? Тем не менее, через 30 лет процент
прогрессивных крепежных деталей в автомобилях советской - российской
конструкции составляет 3…4%. Подробнее о техническом уровне крепежных
систем, применяемых в российских автомобилях см. статью «Повышение
технического уровня транспортных средств за счет применения прогрессивных крепежных систем». Простые технические и
экономические доводы, что можно купить прогрессивный крепеж подороже, но при
этом сэкономить на другом коммерсанты-менеджеры воспринимают плохо. Поэтому и выход из этого застоя – начать производство
прогрессивного крепежа для сборки импортных конструкций. Убеждать
коммерсантов в прибыльности такого решения уж точно не надо будет. Тогда и не
потребуется доказывать, что поставщик и потребитель современного крепежа
вполне могли бы получать обоюдную выгоду, А в будущем, на ярком
примере КИТАЙСКОГО ЧУДА бурного роста экономики, возможно улучшение импортных
конструкций и проектирование своих с применением еще более эффективных
крепежных систем. И в этом случае ОПРЕДЕЛЯЮЩАЯ ЦЕЛЬ для развития метизного
рынка и перспективности производства современного крепежа - создание в
кратчайшее время новых, современных метизных производств. Подходы и
перспективы перейти от продаж Торговых компаний и частных лиц к производству
и реализации – считаю, в настоящее время ОСНОВНОЙ ЗАДАЧЕЙ. В помощь малым и средним предприятиям, которые
проявляют интерес к созданию нового метизного производства представлены Каталоги
оборудования, инструмента и металла. Перспективы насильного внедрения
новых, дорогих конструкций крепежных систем в старые разработки в
существующей системе ПОСТАВЩИК - ПОТРЕБИТЕЛЬ, я не вижу. Вероятно, в этом
случае, комплексная оценка эффективности крепежной детали будет иметь в
первую очередь теоретическую значимость. Применение прогрессивного крепежа
при проектировании в России совершенно новых АТС в настоящее время уверен,
также будет тормозиться «грамотной» политикой менеджеров-управленцев. Если стоит задача
объяснить, почему болты со звездообразной головкой в 2 раза дороже более
тяжелых старых с шестигранной головкой одного и того же класса прочности и
диаметра резьбы, т.е. если рассматривать только себестоимость (полностью
исключить добавочную прибыль), то я считаю, что это зависит из-за того, что: 1. Технология высадки крепежных деталей с
головкой TORX требует специальный холодновысадочный автомат, 2.
Соответственно более сложная наладка и требуется более высокая
квалификация наладчика и прессовщика, 3. Технология формообразования головки E-TORX предусматривает редуцирование предварительно набранной
цилиндрической головки – а это более сложный инструмент и соответственно
более дорогой инструмент. В итоге в отличие от
тяжелых, например, шестигранных болтов, для высадки крепежных деталей TORX
необходимо другое более сложное и высокоточное оборудование, точный,
высококачественный и более сложный по конструкции инструмент,
высококвалифицированный наладчик и прессовщик, что соответственно отражается
на себестоимость продукции. В дополнение, если шестигранные болты могут
изготавливать в автоматно-серийном производстве точением, то болты с головкой
TORX точением не получишь. В сравнении с деталями с шестигранной фланцевой
головкой, головка которых формируется так же редуцировкой, детали с головкой
TORX, тем не менее, требуют более точного и профилесложного инструмента, что
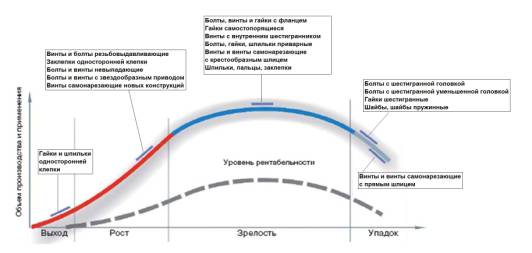
несомненно так же будет отражаться на себестоимость продукции. В развитых странах
шестигранный крепеж безвозвратно ушел в прошлое. Поэтому известная Диаграмма
жизненного цикла крепежа должна быть перестроена, рис. 1. Со временем и в
России взамен «Зрелого» фланцевого крепежа с шестигранной, или
двенадцатигранной головкой повсеместно придет крепеж со звездообразной
головкой TORX. Взамен крепежа с внутренним шестигранником придет крепеж с
внутренним TORX.
Рис. 1. Положение основных
видов крепёжных деталей на диаграмме «жизненного цикла» Безусловно,
конструкция TORX имеет массу положительных эксплуатационных свойств и в этом обоснованно
превосходит другие конструкции. Рассматривая в комплексе затраты при
применении крепежных деталей других конструкций с затратами при применении
крепежных деталей с головкой TORX, все плюсы и минусы, уверен, здесь явные
преимущества у TORX. Т.е. цена крепежных деталей с головкой TORX может быть
дороже и в 2-а – 3-и раза, но снижение затрат на сборочном конвейере, и самое
главное обеспечение новых свойств
резьбовым соединениям, снижение общей массы машины в итоге приносит явные
преимущества. Мы живем в рыночных
условиях: есть спрос, будет и предложение. Поэтому кому и
раньше не надо было модернизировать производство сами уйдут с рынка
из-за невостребованности производимой продукции. Будут условия в стране –
будут и новые производства. Вопрос опять же в сроках окупаемости
производства. Т.е. на чьи плечи ляжет вся тяжесть финансового риска
организации нового производства, тем более в современных условиях? В
неприбыльный бизнес вкладывать никто не будет. Спрос и Конкуренция через 2-3
года окончательно определят будущее российского метизного рынка. Будет ли
крепеж производится в России или останутся в России только купцы… Создание полного цикла
производства на одном предприятии - это возврат в прошлое. Есть же опыт
предприятий в той же Европе или Тайване? Нет качественного металла – покупаем
в Тайване. Нет качественного инструмента – в Китае, Германии, и покупаем до
тех пор, пока не будут созданы здесь в России заводики с более выгодным
качеством и ценой. Созданы в России сборочные производства – Замечательно!
Крепеж туда все равно будут продавливать даже пусть изготовленный в Китае или
Тайване. При определенных условиях этих купцов уже вытеснят производители
современного крепежа в России. Опять же, не будет условий – соответственно и
не будет производств, или новые производства россияне откроют например в
Турции, Израиле… Сегодня машины и
механизмы создаются с использованием современных компьютерных программных
комплексов 3D моделирования как Unigraphics, AutoDesk Inventor, Catia и др., где или уже есть базы стандартных крепежных деталей, в
том числе TORX или где их нет потребуется их создать. Естественно из 3D
моделей машин и механизмов автоматически формируются чертежи всех деталей, в
том числе с указанием их массы и геометрических размеров. Таким образом, в
этом случае, считаю, полностью отпадает необходимость теоретической массы в
стандартах на крепеж. По форме и размерам головок со звездообразным профилем
регламентированным в национальных и международных стандартах описанные в ГОСТ
Р 52854-2007, DIN 31800:2005-09, ГОСТ Р 52855-2007, DIN
31801-9:1999-12, ГОСТ Р ИСО 10664-2007, ISO 10664:2005, ISO 14579:2001, ISO
14580:2001, ISO 14583:2001, ISO 14584:2001, ISO 14585:2001, ISO 14586:2001,
ISO 14587:2001 и в СТП автопроизводителей BMW, PEUGEOT, CITROEN, TALBOT. Трудоемкий механизм математического расчета технологических
переходов сегодня – удел машин (ЭВМ). Активно используя трехмерное
моделирование формы заготовки по технологическим переходам, из условия
постоянства объема, под конкретную задачу, вполне легко и просто разработать
технологию холодной объемной штамповки как для простой детали на одноударный
однопозиционный х/в автомат, так и сложную на семипозиционный
холодноштамповочный автомат. Безусловно,
необходимость в создании некоего центра инжиниринга в областях развития
конструкций, производства крепежа в России есть. В тоже время - это давно отлаженная практика в других странах - это те же Институты и Общества American Society of
Mechanical Engineers, American Society for Testing and Materials, Society of
automotive engineers и
др. Все направления
работы должны быть направлены на решение задач ПОТРЕБИТЕЛЕЙ: 1. Улучшение крепёжных деталей и соединений 2. Разработка и предложения новых технических
решений. 3. Снижение веса, 4. Уменьшение габаритов, 5. Повышение надёжности крепёжных узлов, 6. Сокращение мест сварки, 7. Удешевление сборочных работ, 8. Уменьшение количества крепёжных деталей в
соединениях, 9. Крепёж из лёгких сплавов, 10. Резьбовыдавливающий крепёж, 11. Оптимальные формы головок, 12. Обеспечение качества крепёжных элементов. Бельгийцы, немцы,
итальянцы, американцы, тайванцы живут в современных рыночных условиях и умеют
прекрасно рекламировать свои успехи и делают, в том числе в России свой
бизнес. Поэтому надо брать пример у них, в том числе, как консолидировано
решать вопросы применения современного крепежа в современных машинах и
механизмах. Январь 2010 |
Machinefabriek
Herentals n.v. NEDSCHROEF© Belgium – 23 c
Атлас
чертежей поковок. – 120 с.
Operator’s
instruction manual I-138B S3 Boltmakers and
Progressive Headers National Machinery Co. Heavy-Duty Pointer 1070. Tiffin, Ohio U.S.A., 1985. – 25 p. (eng. & rus.) (на
английском и русском языках).
таблица Fiat-ВАЗ 01343 Цилиндрические винтовые пружины. Изображение, условные
обозначения, определения и формулы …>> таблица Fiat-ВАЗ 01346 Витые пружины сжатия. Качество и допуски …>> таблица Fiat-ВАЗ 52554 Пружинные стали. Углеродистая сталь С 72 …>> таблица Fiat-ВАЗ 52554 7.11054/98 Испытание на усталость пружин клапана.
(Двигатель ВАЗ 2101 – 2103). Испытание на стенде …>> таблица
Fiat-ВАЗ 8.50150 Дробеструйная обработка.
Технические условия …>>
таблица
Fiat-ВАЗ 10114 Гайки шестигранные низкие …>> таблица
Fiat-ВАЗ 10125 Гайки шестигранные
самоконтрящиеся с нейлоновой вставкой …>> таблица
Fiat-ВАЗ 10130 Гайки шестигранные прорезные
нормальные …>> Вопрос 45: Очень хотелось бы получить Вашу консультацию
по технологии и операциям производства шестигранных гаек. Вопрос 44: Интересуют современные резьбонакатные и
гайконарезные автоматы. ANSI/ASME
B18.3 Socket Cap, Shoulder And Set Screws …>> ANSI/ASME
B18.3 Socket Head Cap Screws (1960 Series) …>> |
|
|
|
|
|
|










Опубликованные и неопубликованные рукописи автора: |
|||||||
|
|
|
|
|
|
|
|
Маркировка крепежа |
Контроль качества |
Разделительные операции |
Обзор развития ХОШ |
Стопорящиеся гайки |
Низкие гайки |
Фаска на деталях |
Плоские шайбы |






|
При использовании
материалов сайта обязательна ссылка на сайт и автора следующим образом: © Напалков
Александр Валерьевич : Рукописи : на www.nav.t-k.ru |
Последнее обновление02-02-2010 |