|
авторский проект Напалкова Александра Валерьевича |



|
Оборудование и технология производства
кровельных саморезов, Пакет материалов – 21
файл…
Винт-конфирмат: Оборудование и технология производства,
Пакет материалов – 42 файла…
Оборудование и технология производства
вытяжных заклепок, Пакет материалов – 37 файлов…
Fastener World. Крепеж.
Оборудование. Производство. Пакет журналов – 22 номера 2014…2018 г.г..
Оборудование и технология. Накатывание
резьбы на арматурные стержни. Пакет материалов – 15 файлов…
Оборудование
для высадки и накатки резьбы деталей
Атлас
конструкций холодновысадочного и резьбообразующего
инструмента.
Профиленакатные
станки моделей UPWS 16, UPWS 16-1, UPWS 25, UPWS 25-1 Инструкция по эксплуатации. – 149 с.
Как открыть
свой магазин по торговле крепежом Если Вы давно присматриваетесь к теме крепёжных изделий, и всё больше созреваете для открытия СВОЕГО небольшого (возможно пока!) магазина по торговле ими - то статья именно об этом. Читайте, если Вы ищите ответы на вопросы: с чего лучше начать этот бизнес, с какой суммы начинали другие, как развивались, к чему пришли, какие основные трудности в продаже, какие позиции наиболее ходовые, какие нет, насколько интересно это дело…
Атлас
конструкций холодновысадочного и резьбообразующего
инструмента. Инструмент для формообразования внутренней резьбы. – 33 листа.
Анализ
условий формирования производства автокомпонентов в
России На
карте России за последние годы появилось несколько десятков новых
предприятий, занятых сборкой автомобилей зарубежных марок по закупленным
технологиям и оборудовании. Их число, несомненно, будет расти. Но крупномодульная сборка — относительно несложный процесс,
не требующий серьезного инженерного обеспечения и не позволяющий сократить ни
технологическое отставание нашей промышленности, ни решить проблему занятости
населения…
Инженерные
программы бесплатно >> по фосфатированию металла под холодную высадку. – 4 с.
Одноударный
трехпозиционный высадочный автомат модели 13ВА-12. Паспорт. – 35 с.
Кроха В.А. Кривые упрочнения металлов при холодной
деформации. – М.: Машиностроение, 1968. – 131 с.
Крупнейшие
дилеры автокрепежа - прямые ссылки на сайты торговых представителей -
продавцов крепежных автодеталей…
Вопрос 125: Снова нужна Ваша помощь
в расчетах выпуска машиностроительного крепежа (болт и гайка обычного класса
прочности) и типом применяемого оборудования и технологической цепочке. - болт ГОСТ 7805 к.п.5.8 М16х70 без покрытия - гайка ГОСТ 5915 к.п. 5-6 М20 без покрытия Нас интересует следующая информация: - маршрут изготовления изделий - потери металла по переделам - волочение сортового проката: маршрут волочения или кратность
стана, расход смазки, расход волок - термообработка: режим термообработки - травление - высадка/накатка: тип оборудования (кол-во позиций/ударов),
расход смазки, расход СОЖ, стойкость и перечень используемого инструмента Возможно что то упустил, Вы как специалист может подскажите что
то еще.. Вопрос 123: Очень заинтересовала
Ваша техническая библиотека. Интересует вопрос редуцирования заготовки под шпильку с двух сторон
ГОСТ 22034 Где об этом можно прочесть? Вопрос 120: Хочу заняться производствам саморезов
в небольшом объеме. Подскажите пожалуйста по производству саморезов
а именно какие станки лучше выбрать и чьего производства? Процесс закалки саморезов (в некоторых
источниках вычитал что сталь 08, 10 не подлежит закалке) и какую выбрать
технологию закалки? Процесс чернения саморезов? И как
можно удешевить производство? Вопрос 119: Меня интересуют станки по производству саморезов. По
цене не выше 500 тыс. руб. Что Вы могли бы по рекомендовать? таблица Fiat-ВАЗ 10139 Гайки шестигранные с пояском для
законтривания …>> таблица Fiat-ВАЗ 10143 Гайки шестигранные с бобышками для
контактной сварки …>> таблица Fiat-ВАЗ 10139 Гайки шестигранные с пояском для
законтривания …>> Вопрос
64:
Хотел бы спросить Вас,
нет ли в Вашем распоряжении литературы по технологии резьбонакатки,
особенно саморезов? Нужны технологические расчеты.
Если нет, то, может быть, подскажете... Профиленакатные
станки моделей UPW 12,5 х 70, UPW 25 х 100 Руководство по обслуживанию. – 76 с.
Вопрос 124: Наше предприятие рассматривает
вопрос по расширению производства, создания производства крепежа на свободных
площадях. Есть образцы продукции, которую готов закупать заказчик. Необходима
консультация по технологии изготовления и подбору оборудования. В
приложении эскиз (ось, общая длина 190 мм, с винтовым профилем с одной
стороны на длине 55 мм). Исходное сырье: проволока 7 мм. Сталь 3-5.
Потребность в месяц 500000 шт. |
саморезы: 100 «ЖивыХ» вопросов
НАПАЛКОВ А.В., канд. техн. наук
Вы успешно организовали
поставку строительного крепежа в Россию? И Вы "созрели" создать свое
производство ряда ходовых позиций? И первый шаг - наладить производство саморезов? Тогда, для предельно начальной стадии
организации производства, расчета затрат и сроков окупаемости Вам просто
необходим пакет материалов: Самонарезающие
и самосверлящие винты: Оборудование и Технология
производства…
Если Вы никогда не имели дело с автоматизированным холодновысадочным
производством - у Вас масса вопросов..
Вы не Первый. Здесь представлен перечень вопросов, ответы на которые
возможно Вы искали, и на которые есть максимально подробные, развернутые
ответы:
ВОПРОС 1 Соответствует
ли действительности следующее утверждение: «..На
данный момент рынок остро нуждается в качественном саморезе,
потому что при использовании китайских крепежных изделий доля брака
составляет до 70%, а это в свою очередь влияет на время монтажа и на гарантии
качества выполняемых работ. К примеру, кровля, крепеж которой выполнен с
помощью китайского самореза, может начать
пропускать воду уже через год эксплуатации.». Буду благодарен за ответ ! ВОПРОС 2 Неофициально
получил информацию, что для получения более дешёвой цены из Китая на саморезы достигается следующим образом: -
производят из другой стали марки Q 235; -
занижают диаметр проволоки и длину заготовки (соответственно и готового
изделия); -
технологические методы (уменьшение толщины покрытия, времени закалки). Всё
это якобы совершатся по просьбе наших компаний. Возможно
ли это?
Волочильно-калибровочный цех. Тайвань ВОПРОС 3 Какого
производителя высадочных станков с Тайваня вы посоветуете? Какую
печь для термообработки использовать цена качество и тоже самое для
гальванизации. В
России нет хорошего поставщика проволоки? У
вас есть бизнес-план для маленького цеха? Что
нужно сделать, чтобы купить оборудование через Exim
банк? ВОПРОС 4 Я
отправил анкету в Тайвань на оборудование, и до сих пор не дождался ответа,
посмотрите, может быть дело в том, что я там всё неверно заполнил, заранее
спасибо! ВОПРОС 5 Мы
бы хотели приобрести тайваньские станки, т.к. исходя из информации они имеют
хорошую репутацию в качестве производимой продукции. Какие станки вы можете
посоветовать для наибольшего разнообразия производимой продукции?
Участок холодной высадки саморезов.
Тайвань. ВОПРОС 6 Я
так понимаю чтобы произвести кровельный саморез DIN
7504 k с шайбой EPDM и резиновой прокладкой, мне
нужно приобрести ещё и автомат высадки шайб, но я не знаю какой, можете посоветовать?
Как я понимаю, материалом для высадки является лист металла с уже заранее
приклеенной, резиновой прокладкой? Так же я не представляю как их совмещать,
не вручную же? И ещё, каким методом красятся саморезы
(в синий, красный и т.д.) хотелось бы знать технологию.
Нужно
ли подбирать модель резьбонакатного станка под холодновысадочный для саморезов, или же подойдёт любой? ВОПРОС 8 Из
Вашего опыта, сколько станков может обслуживать один работник? Или
обязательно на каждый станок по человеку?
Холодновысадочное производство. Тайвань ВОПРОС 9 Подскажите
пожалуйста по поводу диаметров проволоки для саморезов,
в Вашем файле во вложении указаны почти для всех саморезов
Калиброванная
проволока ОБЯЗАТЕЛЬНОЕ условие ? Т.е.
купить катанку ВОПРОС 10 У
меня такой вопрос, если я куплю проволоку (катанку) 6,5, чтобы сделать её
готовой к высадке мне нужно только лишь её откалибровать (если скажем, она отожжёная) и всё? То есть, мне можно будет обойтись
каким-то станком для калибрования или придётся покупать целую линию по
калибровке или только волочильный стан? Помогите
пожалуйста разобраться, а то я что-то совсем запутался. Заранее
спасибо за помощь
Крытый участок кондиционного хранения моткового
металла. Тайвань ВОПРОС 11 Я
не совсем понял, как мне подобрать диаметр проволоки уже готовой под высадку
для самореза, который я хочу изготовить, например, 3,5*16.
Просто данные в таблице Excel, и в книге РТМ на
сколько я понял, говорят о том, что диаметр проволоки должен быть меньше
диаметра готового изделия т.е. если я хочу изготовить саморез
по дереву размером 3.5*16, то я должен купить проволоку с меньшим размером? ВОПРОС 12 В
России качественный и готовый калиброванный металл производят? И будет ли он
дешевле? ВОПРОС 13 Ранее
отправлял запрос на ОЭМК по поводу катанки SAE 1018 , SAE 1022. Сегодня
получил ответ. Нужна
Ваша помощь в оценке качества катанки исходя из присланного документа. Спасибо! ВОПРОС 14 На
каком сырье работает Речицкий Метизный Завод?
ВОПРОС 15 В
чём заключается основная проблема с отечественным сырьём (проволокой) для саморезов? Поможет
ли повысить качество проволоки установка волочильного оборудования (как
отдельного вида бизнеса)?
Моток металла на «фигурке» разматывающем устройстве. Тайвань ВОПРОС 16 Общался
с представителем WSD… который заявил, что волочение без предварительного
травления и фосфатирования катанки не даст
качественных саморезов… Я
понимаю конечно, что «каждый кулик своё болото хвалит»…..Насколько это
информация верна? ВОПРОС 17 Получил
ранее от Вас файл (Диаметры исходной проволоки под саморезы),
прошу помочь разобраться: Столбцы:
размер изделия, исходная заготовка (катанка) – всё понятно. Передельная проволока – то,
что получили (можем получить) после волочения? Reduction (сокращение,
уменьшение) - что это потери при
волочении? Каким
образом из катанки диаметром Как
получили кровельный саморез 6,3 , 5,5 , Как
из столбца « Передельная проволока « получается
столбец – Диаметр калиброванной проволоки ? После волочения проволока
проходит ещё одну операцию ? На чём (каком оборудовании)? ВОПРОС 18 Если
работать с белорусским материалом SAE 1018, то многократного стана будет
достаточно (см. вложенный файл)? ВОПРОС 19 Сделал
запрос в Китай на катанку SAE-1018 - в
ответ получил вопрос: (1560Mpa or 1670Mpa?). В спецификациях не нашёл ответа. Помогите!
ВОПРОС 20 На
сайте БМЗ рекламируют катанку - из углеродистой стали улучшенного качества
для перетяжки на проволоку Сортамент Ø 5,5- Марка
стали 1008, 1010, 1018, SAE 1008, SAE 1010, SAE 1018, C18D, C10C Не
знаете как у них с качеством? ВОПРОС 21 1.
У нас в стране производится проволока
с качеством, которое не требует дополнительных затрат на отжиг, травление и
т.д.? Кто у нас выпускает по вашему мнению наиболее качественный продукт? 2.
Вы прислали расчет по потерям, большое спасибо. И все таки хотим спросить у
Вас – сколько процентов потерь нам
необходимо ожидать при работе на этих станках по Вашему мнению? Понятно, что
точно наверное сказать сложно, и все-таки? ВОПРОС 22 Если
есть возможность, просим указать китайский аналог российской проволоки для саморезов и ссылку на эти заводы?
Крытый склад хранения моткового
металла. Тайвань ВОПРОС 23 Меня
заинтересовало, что вы сказали, будто закалка для саморезов
не требуется, то есть, мне будет достаточно провести процесс цементации и
всё, если да хотелось бы узнать об этом процессе поподробнее. Так
же хотел узнать, вот я смотрю в основном, для производства саморезов, используется сталь 20, но она дорогостоящая
себестоимость возрастает в 3 раза в сравнении со сталью 10. Такой вопрос:
можно ли использовать сталь 10 и не бояться, что качество изделий будет
низким? И
на сколько сильно будет отличие от стали 20? ВОПРОС 24 Меня
смутила информация из письма "Пример нормы стойкости......: Масло:
№30 моторные масла, 160Л, когда масло чернеет и становится
клейким, нужно сменять масло. Здесь
информация для справки: М3,5
х С
маслом Это
смотря на размеры саморезов. По
проектированию смотрел нормы для размещения оборудования в справочнике
Ямпольского (глава 10 ,стр. 242 Цеха
холодной высадки), где допускается возможность размещения гальванического
оборудования вместе с остальными... Как
был решён этот вопрос на предприятиях где Вы работали? ВОПРОС 25 Возникли
очередные вопросы...(Я понимаю, что требуемая информация наверняка есть в
файлах полученных от Вас, но просто нет времени изучать .....). 1.
Расход смазки (масло) на тонну продукции и на оборудование : ХВА , резьбонакатное оборудование, при фосфатировании , при закалке. 2.
При компоновке цеха , нужны ли перегородки между зонами: высадки, волочением, гальваникой,
цементацией.
Холодновысадочный автомат. Зона подачи проволоки и выгрузки
готовых деталей ВОПРОС 26 Никак
не могу выйти на итоговую цифру 513 792 детали (из Вашего расчёта)...... ИТОГО:
Или,
из расчета чистого веса одой детали ВОПРОС 27 РАСЧЕТ
ПОТЕРЬ ПРИ ПОДГОТОВКЕ МЕТАЛЛА И ПРОИЗВОДСТВЕ САМОРЕЗОВ -- Длина заготовки (определяю через чистый
вес) = (0,00176 x 4) / (3,1459 x
2,7 х 2,7 х 0,00000785) +
3 = =
Что
такое цифра - 0,00000785 ? Вес
заготовки = Можно
поподробнее ,что включает в себя : 7.
Электронная таблица MsExcel: Шурупы ГОСТ 1145
(нормы расхода металла по 79 позициям
(http://wwwnav.t98765bo.beget.tech/TechnBooks/mylib/norm_metal.htm
) .
Оптическая сортировочная машина автоматизированного контроля
геометрии. Тайвань ВОПРОС 28 Позвольте
Вам задать вопросы по проволоке и цементации: 1.
Получил цены на проволоку: Северсталь, Тайвань, Китай (ниже копия письма), но
нет диаметра меньше 2.
В ГОСТ 5663 сказано, что проволока производится из следующих марок стали:08,
08ПС, 08КП; 10; 10ПС; 10КП; 15; 15ПС; 15КП; 20; 20КП; 20ПС; 25; 30; 35; 40;
45; по Гост 10702. Как
зависит цена и качество проволоки от марки стали? Какой
прокат (катанку из какой марки стали) нужно запрашивать на мет. комбинатах
для производства проволоки для изготовления саморезов
методом холодного волочения? Какой
процент отходов при волочении катанки в проволоку? какие ещё подводные камни
могут ожидать? По
цементации: Из
Тайваня получил расход газа : Метанол
- 6,30 кВ/час * 24 часа * 26 дней * 0,29
дол./сша = 1140 дол. Газовый
карбюризатор 1,17 * 24 * 26 * 0,48 =
350 Можно
ли заменить МЕТАНОЛ обычным газом из
сетей(газовых) ? Газовый
карбюризатор ? Из чего и как его получают? ВОПРОС 29 Я
планирую изготавливать саморезы по дереву и по
металлу (фосфатированные). Размеры 3,5
х 16 3,5
х 19 3,5
х 25 3,5
х 32 3,5
х 35 3,5
х 41 3,5
х 45 3,5
х 51 3,5
х 55 но
не могу найдти стандарты (ГОСТ, DIN). Чертежи
прикрепил. Производительность
цеха Цех
не большой всего одна линия, что можете посоветовать по поводу печи и
гальванизаций. И
мне нужно закупать стальную проволоку 10 групп ГОСТ 10702
диаметром 3,5? или чуть меньше?
ВОПРОС 30 Я
через своих поставщиков планирую заказать линию с характеристиками холодно
высадочный Диаметр:
3-7мм Длина:
60мм резьбонакатной как
я понимаю для саморезов по дереву термообработку
проводить не нужно, только для саморезов по металлу? у
вас в материале не указано сам процес термообработки
изделий (пошаговая инструкция), если я куплю электрическую камерную печь. Про
оксидирование изделии тоже ни чего не сказано. Критичны
эти процессы (термообработка, покрытие) в производстве? или что-то можно
исключить?
Участок складирования мульд (тары) с деталями перед линией
термообработки. Тайвань ВОПРОС 31 Возможно
ли использовать отечественный металл? Евро
кусается. Наша
задача при производстве максимально уйти от импорта. Рекомендации
в интернете есть на аналоги стали 1022. ВОПРОС 32 Скажите
пожалуйста, волочение - обязательный процесс при производстве, или можно без
него, используя качественную проволоку, разных диаметров, под определенные саморезы?
Волочильно-калиброчный цех. Тайвань ВОПРОС 33 Стоит
ли связываться с б\ушным оборудованием и сколько
разных размеров саморезов делает один станок? ВОПРОС 34 Какие
требования к оператору станка? ВОПРОС 35 У
вас есть информации по инструменту и станкам Украинского производства ПАО
"КУПРА"Одесса, И
по технологии производства шурупов и закалки? ВОПРОС 36 Меня
интересуют по большей части только саморезы самые
дешевые, я так понимаю они делятся на 3 группы и разница есть в диаметре т.е.
длину станок отрезает любую как выставишь? получается один станок делает одну
группы саморезов? для меня важно понять сколько мне
нужно оборудования на начальной стадии, например делать 2-3 разных самореза по длине и все. И очень большой объем мне тоже
пока не нужен, может быть тонна в месяц всего то. И еще такой вопрос по
проволоке, она продается уже готовая к использованию или с ней надо еще
что-то делать т.е. нужно для нее еще доп. оборудование? я так понимаю что мне
должно хватить одного холодновысадочного станка и одного резьбонакатного
чтобы делать пару тройку саморезов.
ВОПРОС 37 Дорого
вообще стоит обслуживание холодновысадочного станка? Я нашел несколько
вариантов в интернете продают с завода, пообещал скинуть мне инфу на почту, там цена, фото, состояние, гооворит состояние новых. Мне вот интересно, сколько
стоят их запчасти, он еще сказал, что там недокомлект
чего то.
Участок холодновысадочного производства. Тайвань ВОПРОС 38 У
меня вопрос для изготовления саморезов как у омакс, они фосфатированные же?
Какая сталь по российскому ГОСТу туда подходит?
холодно или горячекатаная? Есть у нас возможность покупать уже готовую
проволоку калиброванную хорошего качества российского производства? ВОПРОС 39 Вопрос
о производственных площадях под полный цикл по выпуску шурупов простых и с саморезом для ГКЛ (гипсокартон)
3,5х25, 3,5х35, 3,5х45, 3,5х55, 4,2х64, 4,2х76, 5х95, а также саморезы для оконных профилей 39х19, 39х22, 39х25, 39х38,
42х48 и шурупы по дереву 50, 60 и 80. Для написания бизнес-плана необходимо
указать все предстоящие затраты. Какие требования к производственным
помещениям (площади для расположения различных линий в соответствии с
технологическими картами, наличие коммуникаций, складские помещения под сырье
и готовую продукцию). Без этих данных невозможно адекватно оценить объем
требуемых инвестиций. Ведь покупка оборудования это только лишь часть
процесса. Можете сориентировать в этом вопросе?
ВОПРОС 40 Можно
ли обойтись простой муфельной печью вместо целой линии по закалке, дабы
избежать лишних затрат, и линию по гальванике, я думаю, можно выполнять
вручную. Наше финансовое положение к сожалению ограничено.. Мне просто
интересно возможно ли это или нет?
Саморезы на ленте линии термообработки. Тайвань ВОПРОС 41 Вы
отмечали, что саморезы для дерева термической
обработке не подвергаются. Т.е.,
саморез гипсокартон / дерево и саморез
универсальный DIN 7962 - не подлежат
термообработке? Есть
ли, какой - либо (сводный) документ
кроме ГОСТ, где отражена информация по процессам обработки разных видов саморезов, винтов, заклёпок ...? ВОПРОС 42 Сообщите
пожалуйста, можно ли (в том числе в целях последующей прямой закалки саморезов) использовать при холодной высадки сталь,
например 35 или 40 ? Интересно
знать Ваше мнение по данному вопросу, какие могут возникнуть проблемы? Почему
все-таки не используют при холодной высадки эту сталь для подобных саморезов - стандартных с частой и редкой резьбой? ВОПРОС 43 Под
высадку головки винта самонарезающего ДИН7976 размер 5,5х38 (фото и выдержку
из ДИНа прилагаю) нами был выбран станок,
разработана оснастка, в режиме пусконаладки
изготовили 200кг. Для наладки использовали сталь 10 (в последствии есть
намерение использовать нерж. сталь А2) резьбонакатка
идет нормально, смазка И20. В принципе процесс идет, но результаты пробной
высадки получились неутешительные: в целом ресурс инструмента ничтожный и
экономически нецелесообразный.. Возможно ли улучшить конструкцию инструмента?
ВОПРОС 44 В
презентации компании Wafios на картинках с двухударным прессованием показан болт с 6-ти гранной головкой и фланцем, а у компании Rost Group варианты
оборудования для данных болтов от 2-х позиционных 2-х ударных до 7-ми
позиционных прессов. Я
думал подобные изделия изготавливают на 4-х позиционных прессах за четыре
операции высадки.. А получается можно и на двухпозиционном двухударном сделать. Соответственно зачем мне покупать
многопозиционный пресс, который конечно же дороже ?? Или
это зависит от инструмента или ещё от чего ?? Иными
словами, зачем мне тратиться на более дорогие многопозиционные прессы, если я
то же изделие могу изготовить на более дешевых двухпозиционных двухударных прессах? ВОПРОС 45 Хотелось
бы знать, занимаетесь ли вы пуско-наладкой и обучением персонала?
Резьбонакатной автомат. Тайвань ВОПРОС 46 Как
происходит процесс цинкования? и какие химикаты
нужны для обычного и для жёлтого цинкования? И где можно
приобрести прибор, измеряющий количество грамм железа на литр? ВОПРОС 47 Возможно
ли одновременно наносить покрытия на саморезы и
болты с гайками?
Линии гальванопокрытия барабанного типа. Тайвань ВОПРОС 48 Предложили
линию фосфатирования проволоки (в приложении). ВОПРОС 49 Рассчитывая
себестоимость самореза 3,5*16, в Вашем документе
есть 2 пункта: основное производство и основные материалы. Что это такое и
чем основные материалы отличаются от инструмента? ВОПРОС 50 Произвёл
все расчёты (на основании Ваших данных) и получается, что себестоимость саморезов произведённых в России равна цене предложения в
Китае. Раскройте
секреты снижения себестоимости саморезов. )) Из
какой марки стали (более дешёвой) возможно производить саморезы? ВОПРОС 51 Принципы
и критерии выбора сырья для саморезов. Очевидно,
что придется пробовать разные варианты в поисках снижения стоимости. Этот
поиск и ошибки в его процессе - занятие длительное и не дешевое. В
частности, какие выводы можно сделать по образцам проволоки от поставщика.
Нужно ли пробные бухты покупать? Какое сырье нужно сразу отсечь как
неподходящее? Например, проволока с повышенным содержанием бора - проходит по
отдельному коду ТНВЭД при импорте, обходится дешевле. Но она жестче и сильнее
влияет на износ инструмента, настолько, что становится не выгодно (это
предположение). Прочие подобные случаи. ВОПРОС 52 Проволоку
для саморезов, которую мы будем получать от
металлургов мы сможем направлять в станок сразу, или предварительно с ней
что-то необходимо сделать. Я имею ввиду волочение. Нам оно не нужно? ВОПРОС 53 1.
Мы попробуем на этой неделе проработать вопрос с поставкой калиброванной
проволоки в стране, но опять же допуск 0,08 у нас. Я как понял при таком
металле может происходить заклинивание инструмента, т.е проволока возможно не
будет проходить в отверстие или там тормозиться? 2.
Если применять горячекатанный металл, тогда
необходимо приобретать дополнительное оборудование для травления, волочения и
т.д.? ВОПРОС 54 Согласно
документации на станок, для высадке одного самореза
нужно ВОПРОС 55 Какую
проволоку можно использовать для высадки саморезов
(ГОСТ -? или какую-то другую), и какая, по вашему мнению, лучше подходит для
этих целей? Кстати, читали, что есть качественные изделия, а в Россию везут
плохое качество, Китайцы используют какую-то дешевую проволоку? ВОПРОС 56 На
начальном этапе мы хотели изготавливать саморезы, в
основном для строительно-отделочных работ. Диаметром от 3-х до 6- 1.
Можно ли подобрать оборудование для фосфатирования
и (или) цинкования для произвотства
винтов, которое будет выпускаться в количестве 10-20 млн. штук в месяц. Т.е.
не очень большое в тоннах примерно до 40-50 тн?
(это необходимо для начального этапа) 2.
Какие изделия можно производить без термообработки (саморезы
по дереву понятно, универсальные? шурупы? другой крепеж для строительных
работ?). Это очень важно, если сможете дать конкретику, то будет просто
хорошо. 3.
Для термообработки во всех печах нужен газ? Однозначно, или можно обойтись
без него?
Участок отжига моткового металла.
Тайвань ВОПРОС 57 По
печи термообработки саморезов: Нужно указать
необходимую твердость, достигаемую при термообработке. С газовой системой или с электрической
системой лучше использовать печь. Нужен ли генератор эндогаза
в линии для выработки защитной атмосферы, или лучше применять метенол? ВОПРОС 58 Нет
ли в Вашем распоряжении литературы по технологии резьбонакатки,
особенно саморезов. Очень нужны расчеты
резьбонакатных плашек.
Экран оптической сортировочной машины автоматизированного
контроля саморезов. Тайвань ВОПРОС 59 Мы
приобрели резьбонакатной автомат для накатки резьбы под саморезы
диаметром от ф2 до ф4 мм длинной до ВОПРОС 60 Хотим
производить винты, саморезы (в т.ч. оцинкованные),
анкера, евровинты. С чего начать организацию
производства метизов строительного и мебельного назначения? ВОПРОС 61 Помогите
в подборе оборудования для производства саморезов. Саморезы для производства окон, т.е. со сверлом.
Размер 3,9 * 32 ВОПРОС 62 В
России хоть кто-нибудь производит саморезы? ВОПРОС 63 Скажите,
от какого минимального размера "детали" на практике применяется
горячая высадка саморезов? Если это есть, то можете
ли Вы что-нибудь выслать по этому поводу. ВОПРОС 64 Уточните
"правильный", принятый в производстве стандарт для самореза гипрок дерево, гипрок металл, либо же то, что их классифицирует в мире в
целом, а не только в России. ВОПРОС 65 Если
смотреть ТУ 14-1-5282-94, то там сталь обозначена СТ 1, 2, 3. В ТУ
14-1-5283-94 СТ2пс, СТ3 пс, либо СТ2сп, СТ3сп и
т.д.. Важно это для ХВ или нет? может быть так, что скажем внешне хорошо
выглядит, но нарушения в структуре? но тогда саморез
должен на шляпке ломаться, к примеру. ВОПРОС 66 Есть
существенная разница для высадки при использовании проволоки ГОСТ 380, но с
разными ТУ 14-1-5282-94; ТУ- 14-1-5283-94?
Склад моткового металла. Тайвань ВОПРОС 67 Волочить
неочищенную и не фосфатированную проволоку тоже можно,
но просто через мыльный или масляный растворы? как я понял, фильеры
изнашиваются быстрее роликов, в разы, но с фильерами проще работать? А
сколько примерно метров погонных прогнать можно, или опять же всё
индивидуально? Сложно ли изготовить фильеры (найти производителя,
изготовителя)? Какие машины для волочения не прихотливы и не дороги по цене и
в эксплуатации? На что обратить внимание при покупке б/у советского оборуд, его ремонтопригодность? Что можете сказать по
поводу горячей протяжки 3 - ВОПРОС 68 1.
Есть ли у Вас понимание, какой из процессов волочения будет наименее
затратным, учитывая подготовку проволоки до и после и наименее
"грязный"с точки зрения применения химии ? Как я понимаю,
максимальную точность сечения проволоки получают при волочении, и если есть
отклонения больше заданного калибра, то это исправляется лишь повторной
протяжкой и не как иначе? 2.
Состав "Росойл-101М" в статье упоминается как экологически
безопасный. Но ведь он же содержит соединения хлора и серы, и следовательно
требуются защитные меры. Так ли это, или же для волочения разработаны на
данный момент более чистые смазки? ВОПРОС 69 Возможно
ли производить волочение проволоки с диаметра примерно 3 до ВОПРОС 70 Почему
например в Союзе на шурупах плашками резьбу резали, а вот на саморезах может нужная резьба, после смены плашек, не
получиться? Если же плашки на каких либо советских моделях всё же можно
заменить на плашки для изготовления саморезной резьбы,
то какие модели можно адаптировать? ВОПРОС 71 Предназначены
ли в действительности автоматы типа АО219, АО218 и им подобные для
высаживания не только заклёпок из алюминия и меди, но и скажем винтов из
стали, в том числе возможно и подогретой? Какие, преимущественно, автоматы
использовались в Союзе для высадки и накатки резьбы на шурупах и винтах?
Какие из них переделываются под нынешние стандарты крепежа? Вопрос связан с
моим желанием подобрать и купить б/у оборудование для отработки техники
(технологии) изготовления крепежа ("на попробовать"). При общении с мелкими производителями
крепежа, рисуется картина: -китайское
оборудование работаем лет 5, потом списание -в
некоторых случаях ввиду некачественного металла износ начинается после 1-ого
года -сервиса
в РФ нет -чертежи
не дают, так что в случае чего, придётся самим догонять Отсюда
вопрос: так ли уж непригодно в мелкосерийном производстве, но после
капремонта, оборудование например Одесского завода? Кстати, они и по сей день
станки изготавливают, сервис рядом, цена почти = китайской (тайваньской). Сам
пока у них не был, но один человек сказал, что предприятие станков пригодных
для производства самореза не делает, само находится
якобы в упадочном состоянии. Хотя я им звонил, они прайсы
дали, сказали, что для самореза всё подходит.
Сможете помочь мне определиться с этим вопросом? Может быть у Вас какая-то
информация есть за и против?
Участок холодной высадки. Тайвань ВОПРОС 72 Если
у Вас имеется информация по следующим вопросам, то просьба предоставить её: 1.
Производителей и поставщиков ХВ и резьбонакатных станков из Китая, отличающихся
относительной надёжностью, простотой в обслуживании и эксплуатации, кроме
тех, которые Вы предложили в презентациях (из Тайваня). Так же просьба, по
возможности, указать их принципиальные отличия. Вопрос, который для меня
важен, наличие дилеров (представителей) в РФ, обеспечивающих техподдержку и запчасти (что бы в случае чего, не
пришлось бы в Китай названивать, а то и ехать). Как
я понимаю, европейское оборудование дороже будет? Но, тем не менее, у каких производителей
ещё представительства в РФ есть? ВОПРОС 73 Известны
ли Вам какие-либо труды из области подбора иных методик высадки саморезной продукции (т.е. например высадка из обычных
сталей, но предварительно подогретого металла - не нержавейки; улучшение
исходной проволоки, в том числе и через её предварительную химическую либо
термическую обработку, уплотнение)? Вопрос мой связан с желанием попытаться
найти на российском рынке более дешёвую альтернативу общепринятым для
холодной высадки проволокам. т.е., как я понял, не удаётся найти компромисс
между конкурентной ценой в массовом производстве и качеством конечного
продукта? ВОПРОС 74 Есть
ли у Вас труд на подобии программы теоретического и производственного
обучения "Автоматчика холодновысадочных автоматов", где вся
информация, которую нужно знать оператору собрана воедино, систематизированна. Могли бы Вы предоставить такой
материал? ВОПРОС 75 Возможно
ли высаживать в горячую и мелкий от ВОПРОС 76 Цена
проволоки, применяемая в расчёте себестоимости. Есть ли у Вас информация о
возможном появлении на рынке проволоки для холодной высадки по цене
40-50000р? Имея примерно такую цену получается хорошая конечная цена у
продукции (самореза), конкурентноспособная
китайской. Если брать 45мм саморез (дерево), то его
цена в опте для клиента прим. 20 коп. и соответственно, я, как производитель,
должен его продавать как максимум по 18 коп. и при этом ещё и зарабатывать. Известна
ли вам проволока, которую используют в Речицах?
Открытый склад моткового металла.
Тайвань ВОПРОС 77 На
каком этапе производства могут проявить себя наихудшие качества высаживаемой
стали? Неоднородность по качеству присуща в том числе и гостированным
сталям, произведённым в РФ? ВОПРОС 78 Известно
ли Вам, где в северо-западном регионе обучают работе на рассматриваемом
оборудовании, готовят операторов? Очевидно, что в случае поломки, даже незначительной,
отремонтировать китайское оборудование, а тем более напичканное электроникой
европейское, быстро и дёшево не представляется возможным. О каком в целом
сроке службы или единицах произведённой продукции, можно говорить? Важно ли
вообще наличие автоматики при запуске производства на первых порах? ВОПРОС 79 Возможно
ли использование российских холодновысадочных автоматов для производства саморезов и если да, то каких? Есть ли в таком случае какие-либо
принципиальные отличия между российскими и китайскими автоматами? Сколько
может примерно стоить переоборудование российских под европейские стандарты?
Зона выгрузки заготовок деталей после высадки с вытяжкой
масляных паров. Тайвань ВОПРОС 80 Состав
«Росойл-101М» возможно применять для окончательной обработки саморезов, я правильно понимаю? Какой цвет изделия приобретут?
Возможно ли получение тёмно-серого либо чёрного окраса на продукции иными
способами, более безопасными для окруж. среды,
нежели гальваническими в их традиционном виде? Что
касаемо организации производства полного цикла мною, то для себя я вижу
основной проблемой – отсутствие дешёвой возможности покрывать продукцию в
указанные цвета. Возможно Вы подскажите, где услуги гальваники в северозападном регионе могут стоить относительно не
дорого? ВОПРОС 81 Можете
предложить более оптимальные варианты по станкам? ВОПРОС 82 Какие
конкретно МАРКИ/ГОСТЫ проволоки подходят для изготовления саморезов? Какие
конкретно МАРКИ проволоки подходят для изготовления конфирмата? ВОПРОС 83 Предполагаем,
что для придания прочности самореза, вышедшего из
резьбонакатного станка требуется последующая термическая обработка. Если
это так, то какая технология термообработки (науглероживания, цементации)
подошел бы нам с учетом нашего не большого объема переработки? ВОПРОС 84 Планируем
для термообработки саморезов использовать технологию
обработки в расплаве цианидных солей. Можете
проконсультировать по данной технологии? Есть
ли подробное описание каждого способа термообработки, для возможности выбора
оптимального метода?
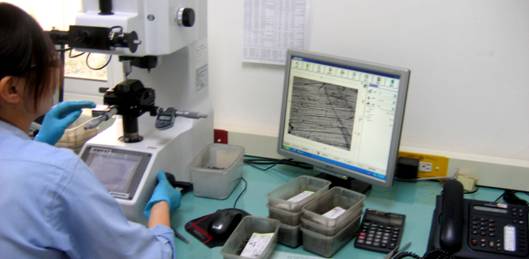
Участок контроля микростуктуры
металла. Тайвань ВОПРОС 85 1.
Можно ли понять из литературы, как организовать процесс фосфатирования
- что для этого нужно (ванны, их объем, количество, подогрев), сколько
времени он длится, какие реагенты используются, как утилизировать отходы и
пр.? 2.
Можно ли понять из литературы как организовать процесс оксидирования - что
для этого нужно(ванны, их объем, количество, подогрев), сколько времени он
длится, какие реагенты используются, как утилизировать отходы и пр.? ВОПРОС 86 Есть
ли информация по альтернативным способам нанесения/видам антикорозионных
покрытий, не имеющих широкого применения? ВОПРОС 87 Можно
ли конфирмат не закалять? Можно
ли конфирмат не цинковать, изготавливая его
изначально из нержавеющей стали? ВОПРОС 88 Есть
ли изделия, которые можно производить нашими станками, которым не требуется
термическая обработка. ВОПРОС 89 Какую
конкретно марку стали нужно использовать для минимальной нагрузки на
оснастку, инструмент без дополнительного предварительного нагрева проволоки
перед подачей в матрицу? ВОПРОС 90 Какая
проволока используется (марка) для производства самореза
остроконечного, диаметр
Участок волочильно-калиброчоного
производства. Тайвань ВОПРОС 91 Сколько
штук получается из Какие
материалы необходимы для того чтобы нанести фосфатированое
покрытие на саморез, их расход. ВОПРОС 92 Какой
расход электроэнергии станков необходимых для производства данного самореза? ВОПРОС 93 Не
подскажете по квадратуре помещения, самое приемлемое?
Участок холодновысадочного производстваю
Тайвань ВОПРОС 94 Организация
"грязной части" производства. Сан. зона, фильтры, стоки. Разрешения
и работа с контролирующими органами ВОПРОС 95 Стоимость
оборудования под саморезы и месячная стоимость
обслуживания для бизнес плана? ВОПРОС 96 Важно
знать, не возникнет ли проблем с запчастями и оснасткой для саморезов? ВОПРОС 97 Вопрос
о минимальных требованиях к помещению для станков под саморезы? ВОПРОС 98 Реально
ли попасть на действующее производство саморезов? ВОПРОС 99 Готовлю
бизнес-план для инвестора. Не подскажите оптовые цены на сегодня в Китае саморезов по гипсокартону и
прочих? Или помогите разобраться, с прайсом из Тайваня, во вложении.. ВОПРОС 100 Могу
ли я выйти на прямую на Китай или Тайвань, контакты заводов производителей, у
которых я могу на прямую покупать саморезы и другой
строительный крепеж минуя Москву? А у Вас есть вопросы? Пишите
>>
Июнь 2018 |
Нержавеющие саморезы
DIN 7981: Оборудование и технология производства, Пакет материалов – 33
файла…
NATIONAL MACHINERY ALBUM. Детали и станки для
их производства. – 47 с…
Производство Т-Болтов и Т-Гаек.
Оборудование и технология. Пакет материалов – 26 файлов…
Оборудование и технология производства
вытяжных заклепок, Пакет материалов – 37 файлов…
Оборудование
для высадки и накатки резьбы деталей
Расчет
потерь при подготовке металла и производстве деталей
Атлас
схем и типовых конструкций штампов. Объемная штамповка. В.А. Бабенко, В.В. Бойцов, Ю.П. Волик. – М.: Машиностроение, 1982. – 104 с., ил.
Альбом
конструкций универсальных штампов. Разделительные и формообразующие операции – 107 с.
Практическое руководство по проверке расчета пружин при изготовлении. Н. Новгород, 1951. – 39 с.
СТП
107.3.19-81 Калибры-пробки гладкие диаметром от 3 до 50 мм. Конструкция и размеры.
1981. – 36 с.
СТП
107.3.17-81 Скобы листовые для диаметров от 10 до 100 мм. Конструкция и размеры.
1981. – 30 с.
Справочник. Под ред. д-ра техн. наук проф. Г.А. Навроцкого. М., Машиностроение, 1973 – 496 с.
Вопрос
23: Есть ли у Вас перечень фирм, занимающиеся
производством строительного крепежа? Технологические
расчеты упругих элементов.
Вопрос
68:
Если Вы имеете контакт с фирмой YUTA Прошу выслать каталог с прайсом.
|
||




























































Опубликованные и неопубликованные рукописи автора: |
|||||||
|
|
|
|
|
|
|
|
Маркировка крепежа |
Контроль качества |
Разделительные операции |
Обзор развития ХОШ |
Стопорящиеся гайки |
Низкие гайки |
Фаска на деталях |
Плоские шайбы |

|
|


|
При использовании
материалов сайта обязательна ссылка на сайт и автора
следующим образом: |