авторский проект Напалкова Александра Валерьевича
авторский проект Напалкова Александра Валерьевича |
|
|
|
|
|
|
|
|
|
|
Оборудование и технология производства кровельных саморезов, Пакет материалов – 21 файл…
Винт-конфирмат: Оборудование и технология производства, Пакет материалов – 42 файла…
Оборудование и технология производства вытяжных заклепок, Пакет материалов – 37 файлов…
Fastener World. Крепеж. Оборудование. Производство. Пакет журналов – 22 номера 2014…2018 г.г..
Оборудование и технология. Накатывание резьбы на арматурные стержни. Пакет материалов – 15 файлов…
Оборудование для высадки и накатки резьбы деталей
Атлас конструкций холодновысадочного и резьбообразующего инструмента.
Профиленакатные станки моделей UPWS 16, UPWS 16-1, UPWS 25, UPWS 25-1 Инструкция по эксплуатации. – 149 с.
Как открыть свой магазин по торговле крепежом Если Вы давно присматриваетесь к теме крепёжных изделий, и всё больше созреваете для открытия СВОЕГО небольшого (возможно пока!) магазина по торговле ими - то статья именно об этом. Читайте, если Вы ищите ответы на вопросы: с чего лучше начать этот бизнес, с какой суммы начинали другие, как развивались, к чему пришли, какие основные трудности в продаже, какие позиции наиболее ходовые, какие нет, насколько интересно это дело…
Атлас конструкций холодновысадочного и резьбообразующего инструмента. Инструмент для формообразования внутренней резьбы. – 33 листа.
Анализ условий формирования производства автокомпонентов в России На карте России за последние годы появилось несколько десятков новых предприятий, занятых сборкой автомобилей зарубежных марок по закупленным технологиям и оборудовании. Их число, несомненно, будет расти. Но крупномодульная сборка — относительно несложный процесс, не требующий серьезного инженерного обеспечения и не позволяющий сократить ни технологическое отставание нашей промышленности, ни решить проблему занятости населения…
Инженерные программы бесплатно >> по фосфатированию металла под холодную высадку. – 4 с.
Одноударный трехпозиционный высадочный автомат модели 13ВА-12. Паспорт. – 35 с.
Кроха В.А. Кривые упрочнения металлов при холодной деформации. – М.: Машиностроение, 1968. – 131 с.
Крупнейшие дилеры автокрепежа - прямые ссылки на сайты торговых представителей - продавцов крепежных автодеталей…
Вопрос 125: Снова нужна Ваша помощь в расчетах выпуска машиностроительного крепежа (болт и гайка обычного класса прочности) и типом применяемого оборудования и технологической цепочке. - болт ГОСТ 7805 к.п.5.8 М16х70 без покрытия - гайка ГОСТ 5915 к.п. 5-6 М20 без покрытия Нас интересует следующая информация: - маршрут изготовления изделий - потери металла по переделам - волочение сортового проката: маршрут волочения или кратность стана, расход смазки, расход волок - термообработка: режим термообработки - травление - высадка/накатка: тип оборудования (кол-во позиций/ударов), расход смазки, расход СОЖ, стойкость и перечень используемого инструмента Возможно что то упустил, Вы как специалист может подскажите что то еще.. Вопрос 123: Очень заинтересовала Ваша техническая библиотека. Интересует вопрос редуцирования заготовки под шпильку с двух сторон ГОСТ 22034 Где об этом можно прочесть? Вопрос 120: Хочу заняться производствам саморезов в небольшом объеме. Подскажите пожалуйста по производству саморезов а именно какие станки лучше выбрать и чьего производства? Процесс закалки саморезов (в некоторых источниках вычитал что сталь 08, 10 не подлежит закалке) и какую выбрать технологию закалки? Процесс чернения саморезов? И как можно удешевить производство? Вопрос 119: Меня интересуют станки по производству саморезов. По цене не выше 500 тыс. руб. Что Вы могли бы по рекомендовать? таблица Fiat-ВАЗ 10139 Гайки шестигранные с пояском для законтривания …>>
таблица Fiat-ВАЗ 10143 Гайки шестигранные с бобышками для контактной сварки …>>
таблица Fiat-ВАЗ 10139 Гайки шестигранные с пояском для законтривания …>> Вопрос 64: Хотел бы спросить Вас, нет ли в Вашем распоряжении литературы по технологии резьбонакатки, особенно саморезов? Нужны технологические расчеты. Если нет, то, может быть, подскажете... Профиленакатные станки моделей UPW 12,5 х 70, UPW 25 х 100 Руководство по обслуживанию. – 76 с.
Вопрос 124: Наше предприятие рассматривает вопрос по расширению производства, создания производства крепежа на свободных площадях. Есть образцы продукции, которую готов закупать заказчик. Необходима консультация по технологии изготовления и подбору оборудования. В приложении эскиз (ось, общая длина 190 мм, с винтовым профилем с одной стороны на длине 55 мм). Исходное сырье: проволока 7 мм. Сталь 3-5. Потребность в месяц 500000 шт. | КОГДА НУЖНЫ ЧЕРТЕЖИ НА СТАНДАРТНЫЙ КРЕПЕЖНАПАЛКОВ А.В., канд. техн. наук
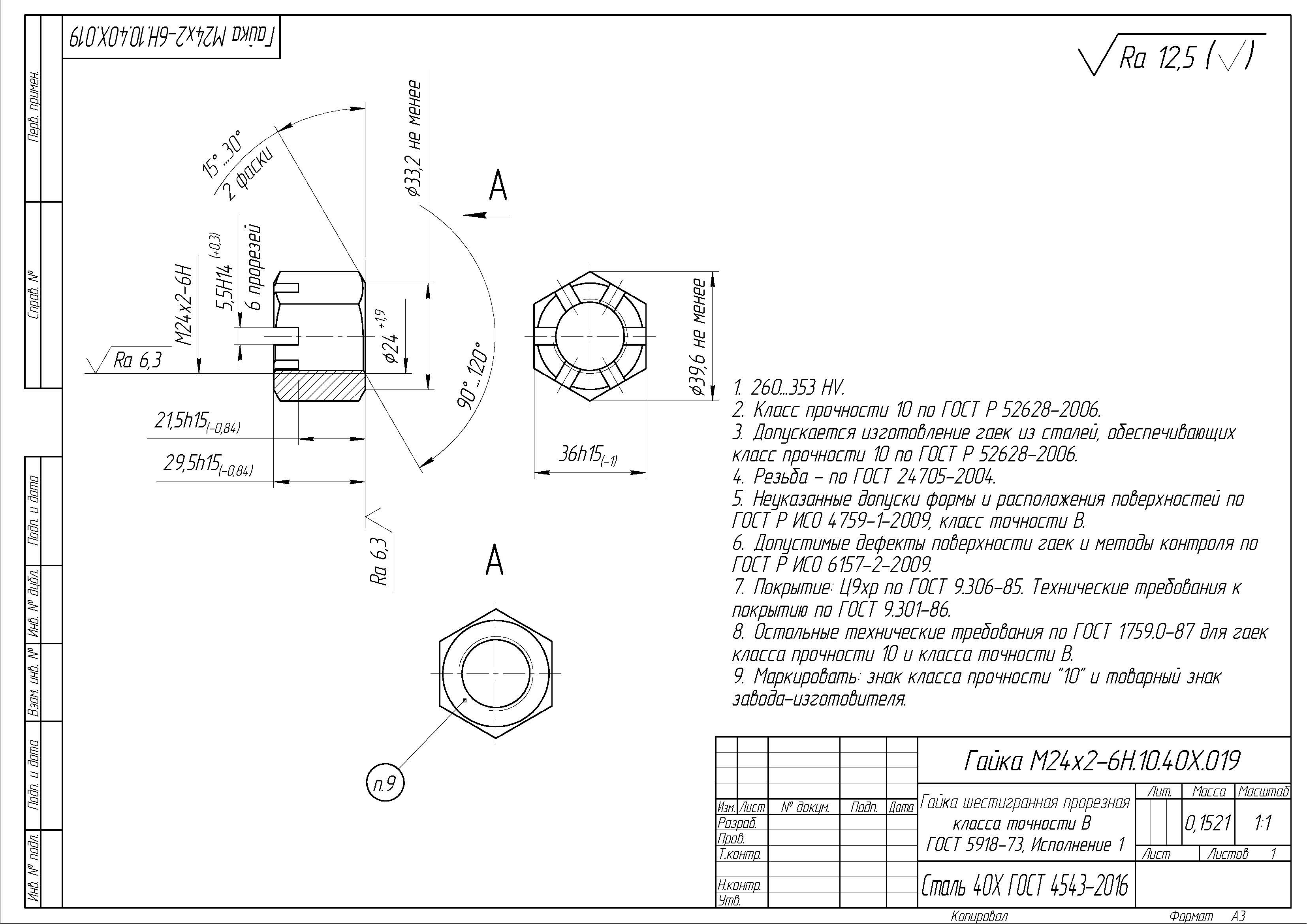
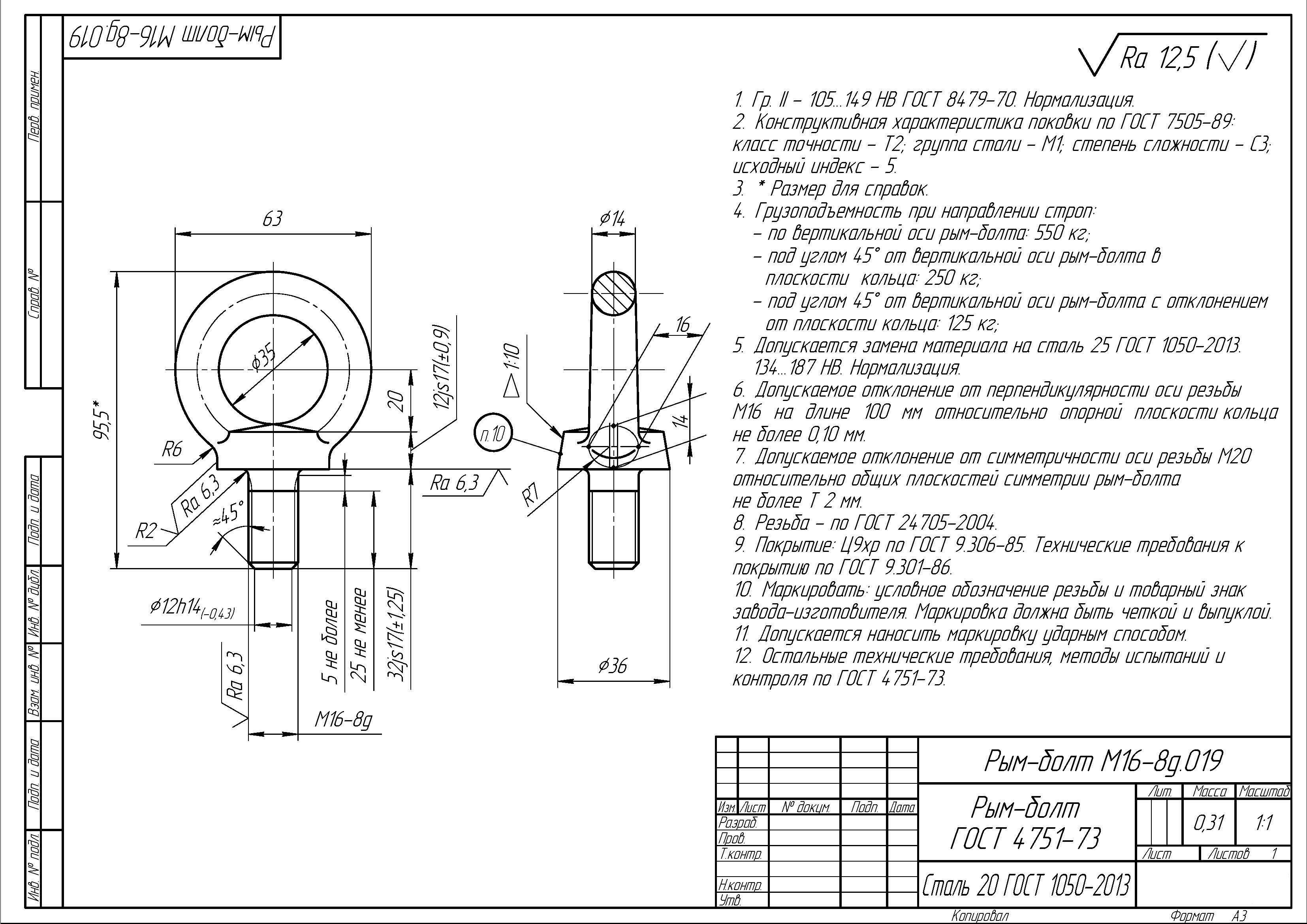
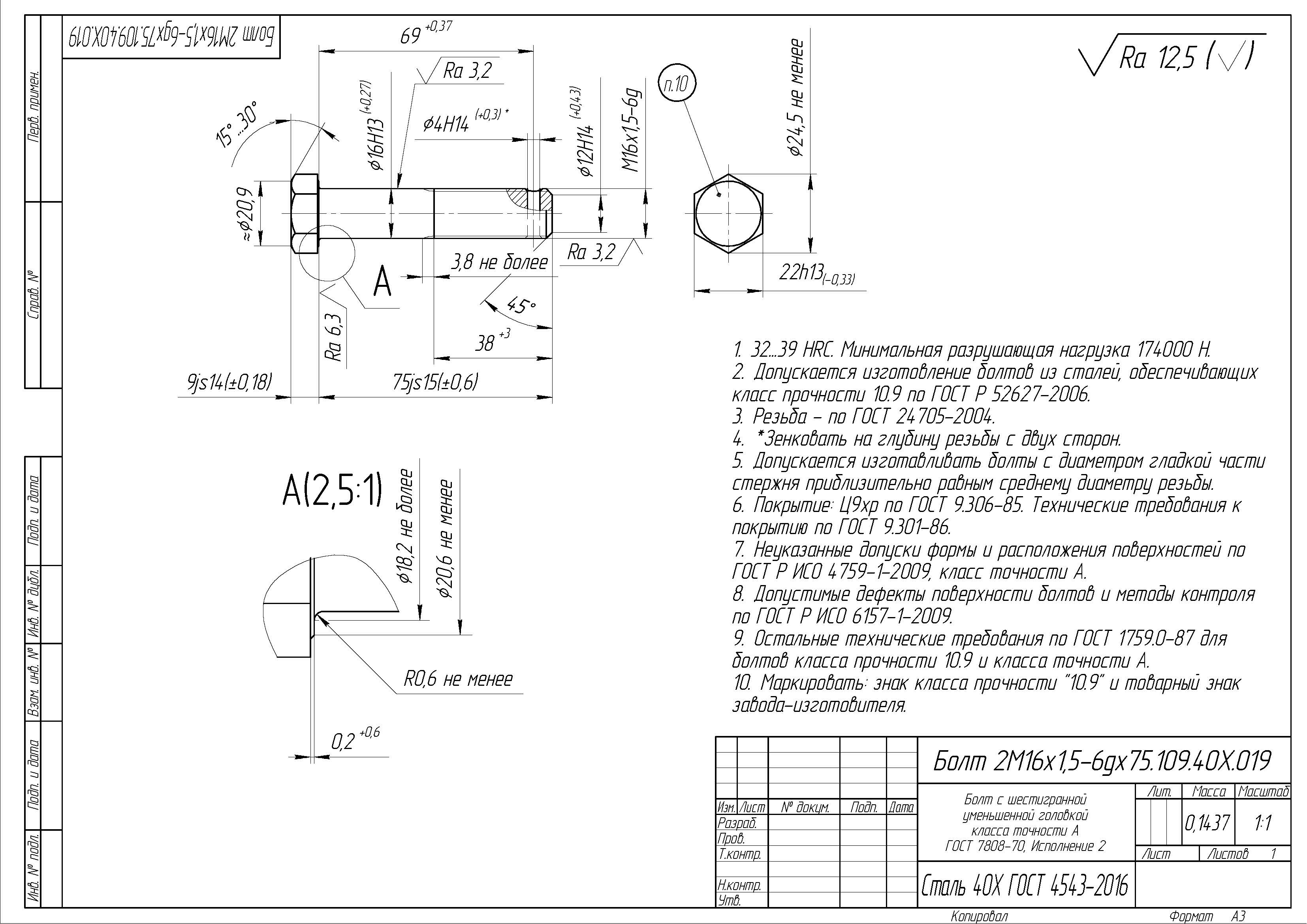
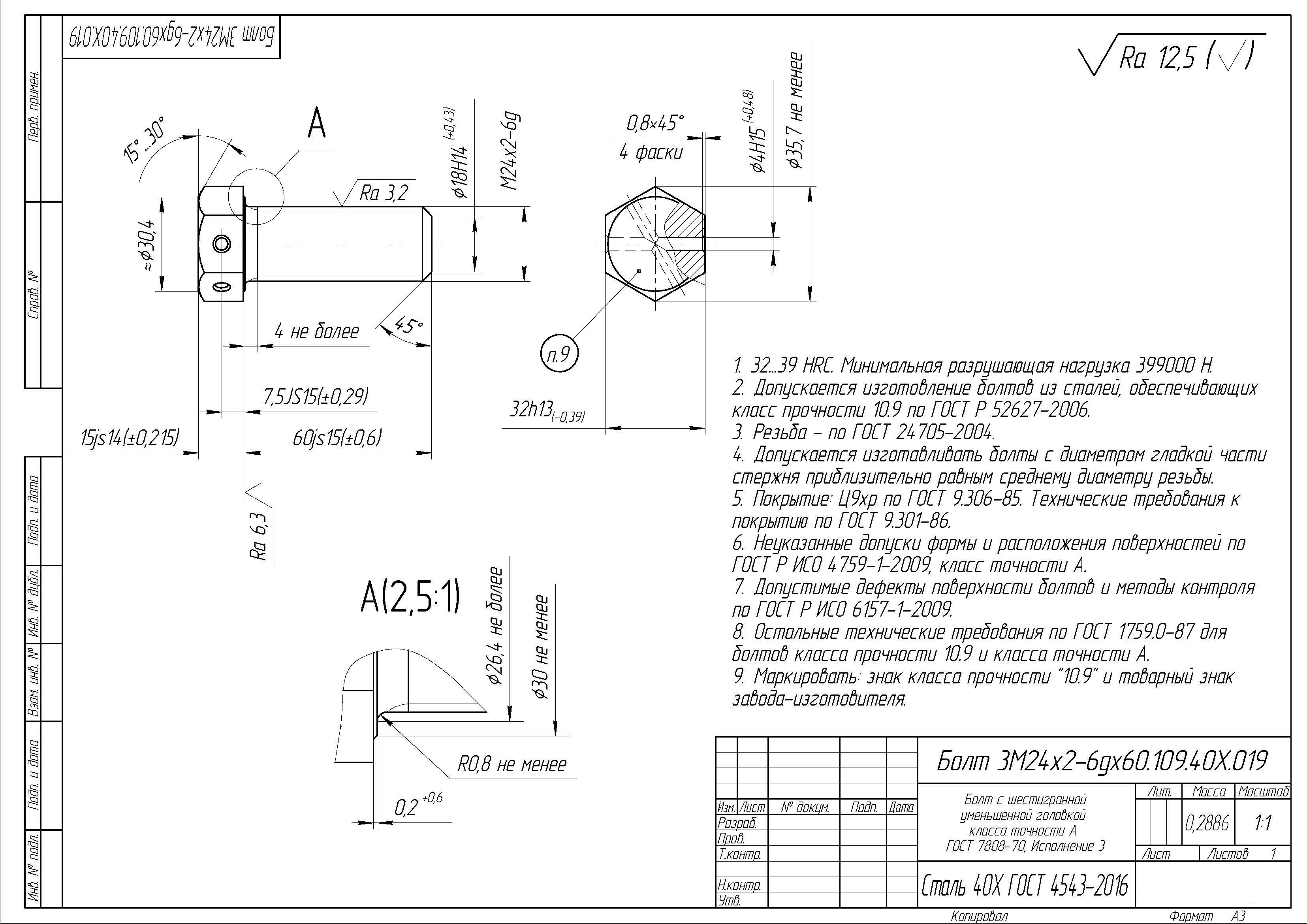
Чертеж выполнен автором статьи Наиболее массовый крепеж, применяемый в автомобилестроении, моторостроении, тяжелом машиностроении, строительстве и других отраслях промышленности – это крепеж по стандартам. Существуют следующие виды стандартов на крепежные детали: международные, региональные, национальные, государственные, отраслевые, стандарты организаций, стандарты предприятий. В принцип каждого стандарта положен нормативный технический документ, устанавливающий единые требования к форме, геометрии, техническим требованиям, методам контроля и методикам испытаний определенной группы крепежных деталей. На один вид крепежной детали в большинстве случаев задействовано несколько стандартов: на форму и геометрию, на резьбу, на сбеги, недорезы резьбы, на форму и размеры концов стержневой части, на радиусы под головкой, на допуски размеров, на отклонения формы и расположения поверхности, на методы контроля, на допустимые дефекты, на технические требования, отдельно на защитные покрытие и т.д. При этом в каждом из этих стандартов есть еще ссылки на другие стандарты. В итоге для производства, контроля и эксплуатации одной крепежной детали требуется иметь в наличие не менее 8..10 актуальных стандартов, некоторые из которых на 76 листах и более. Таким образом, для того, чтобы выписать все требования на одну крепёжную деталь из всех связанных стандартов требуется изучить до 500 страниц текста. Почему важно знать каждое требование, указанное в стандартах? Несоблюдение хотя бы одного требования, например, по толщине покрытия, или даже по размеру фаски на конце стержневой детали может быть де-юре признаком бракованной продукции. Чертеж выполнен автором статьи Как поступает производитель крепёжной продукции при производстве стандартного крепежа. Производство крепёжной продукции выполняется строго по актуальному технологическому процессу. В комплект документов на технологический процесс производства стандартной крепёжной продукции входит Карта эскизов (КЭ), где на одном листе для конкретного стандартного крепежа из всех связанных стандартов выписываются все геометрические размеры с соответствующим полем допуска и отклонением формы, и все основные технические требования. Если это групповой техпроцесс, то размеры на эскизе указываются в параметрической форме и оформляется соответствующая таблица с размерами, допусками и другими техническими требованиями. В комплект документов на технологический процесс входит перечень универсального или специального контрольно-измерительного инструмента. Контроль механических свойств, твёрдость, разрушающие нагрузки, толщина покрытия стандартных крепёжных деталей определяется в аккредитованной заводской лаборатории в соответствие с требованиями, указанными в карте эскизов из комплекта документов на действующий технологический процесс. Как поступает торговая компания, которая перепродаёт стандартный крепёж. В 99 случаях торговая компания принимает крепёж по сертификату соответствия от производителя, и в редких случаях проводит свой входной контроль геометрических параметров и механических свойств. Если возникает претензия к качеству продукции основным документом в спорах, подтверждающий качество продукции, выступает сертификат соответствия. Скользкими моментами здесь остаётся согласование между производителем и торговой компанией правильного и полное наименования по стандарту соответствующей стандартной крепёжной продукции и сам стандарт, в случае если он аннулирован или заменён в реестре стандартов. Следует чётко понимать, что практически все стандарты со временем накапливают изменения, перевыпускаются, даже под другим номером, или аннулируются, вливаясь в другие стандарты. Продажа стандартных крепёжных деталей по старым, не действующим стандартам, имеет определенные юридические риски как в плане входного контроля качества по устаревшим методикам контроля качества, так и в дальнейшем применении стандартного крепежа не соответствующего новым, актуальным стандартам в ответственных конструкциях, узлах, и механизмах. Стоит обратить внимание, что сегодня ряд стандартов имею вообще рекомендательный характер. Если раньше, например, в ГОСТах СССР указывалось "Несоблюдение стандарта преследуется по закону", то в настоящее время любой крепёж по стандартам может изготавливаться с отклонениями, согласованными с потребителем. Как поступает потребитель стандартной крепёжной продукции. Часто единственными документами, подтверждающие поставку заказанной крепежной продукции - это спецификация к договору и сертификаты соответствия. Крупные потребители имеют возможность входного контроля поступаемой продукции, мелкие обнаруживают несоответствия проектной документации или дефекты стандартного крепежа при монтаже. В каждом стандарте имеется пример условного обозначения, и в случае неполного или неправильного указания всех требуемых букв и цифр, претензии к качеству продукции могут быть оспорены. В этом случае любые акты и рекламации не имеют юридической силы. Т.е., что заказывали, то и получили. Во всех этих случаях, и для производителя, и для торговой компании, и для потребителя оптимальным решением является чертёж на стандартный крепёж, выполненный в полном соответствие с требованиями ЕСКД (Единая система конструкторской документации, прим. авт.). На одном листе представлена и геометрия стандартной крепёжной детали, и допуски на размеры, и отклонения формы, и все основные технические требования, собранные из всех связанных между собой стандартов. Согласованный чертеж между потребителем, торговой компанией, производителем позволит де-юро и де-факто снизить риски по любым спорным моментам и рекламациям к качеству крепёжной продукции как на этапе приёмки, так и в случае проблем при эксплуатации.
Чертеж выполнен автором статьи
Чертеж выполнен автором статьи
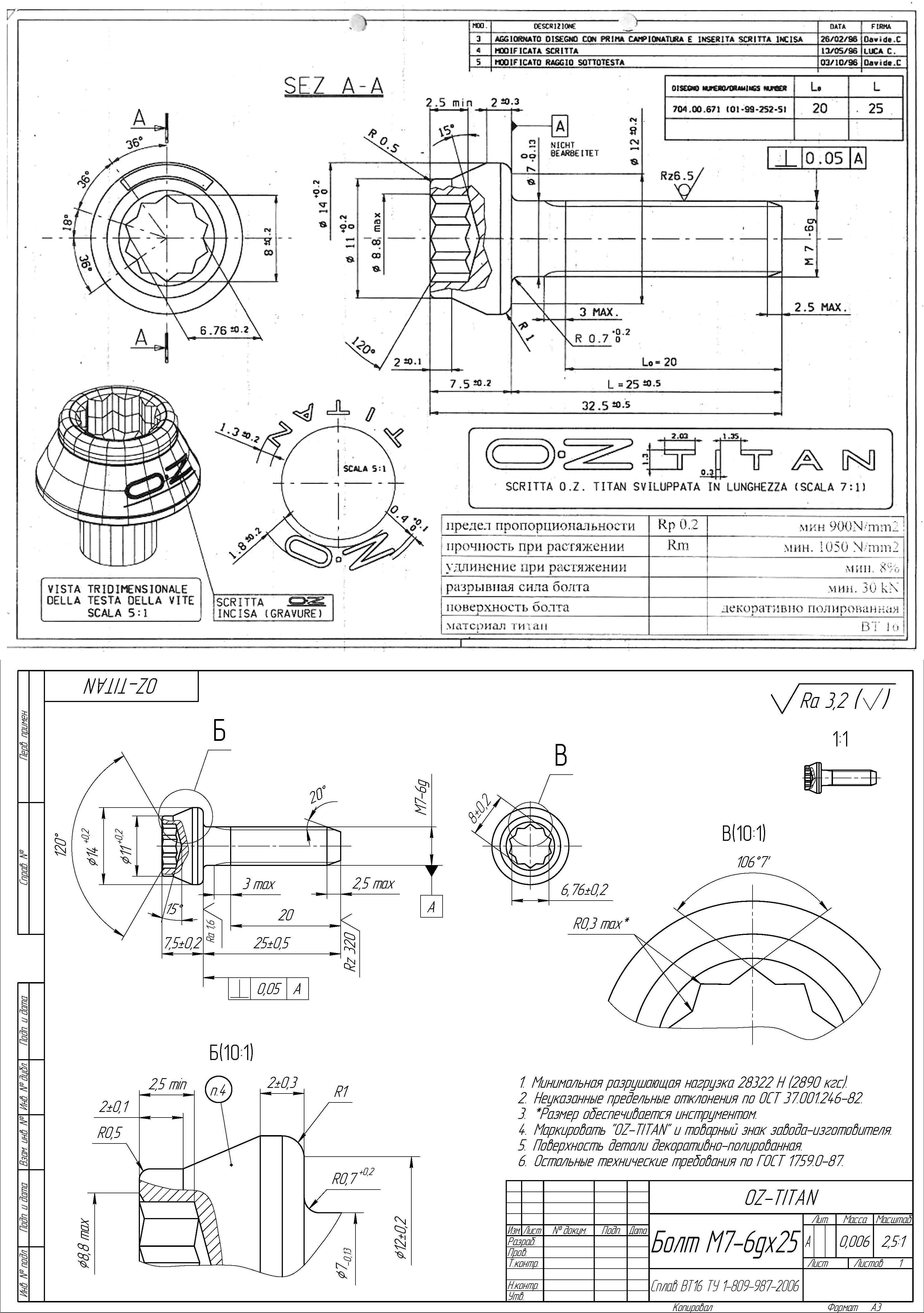
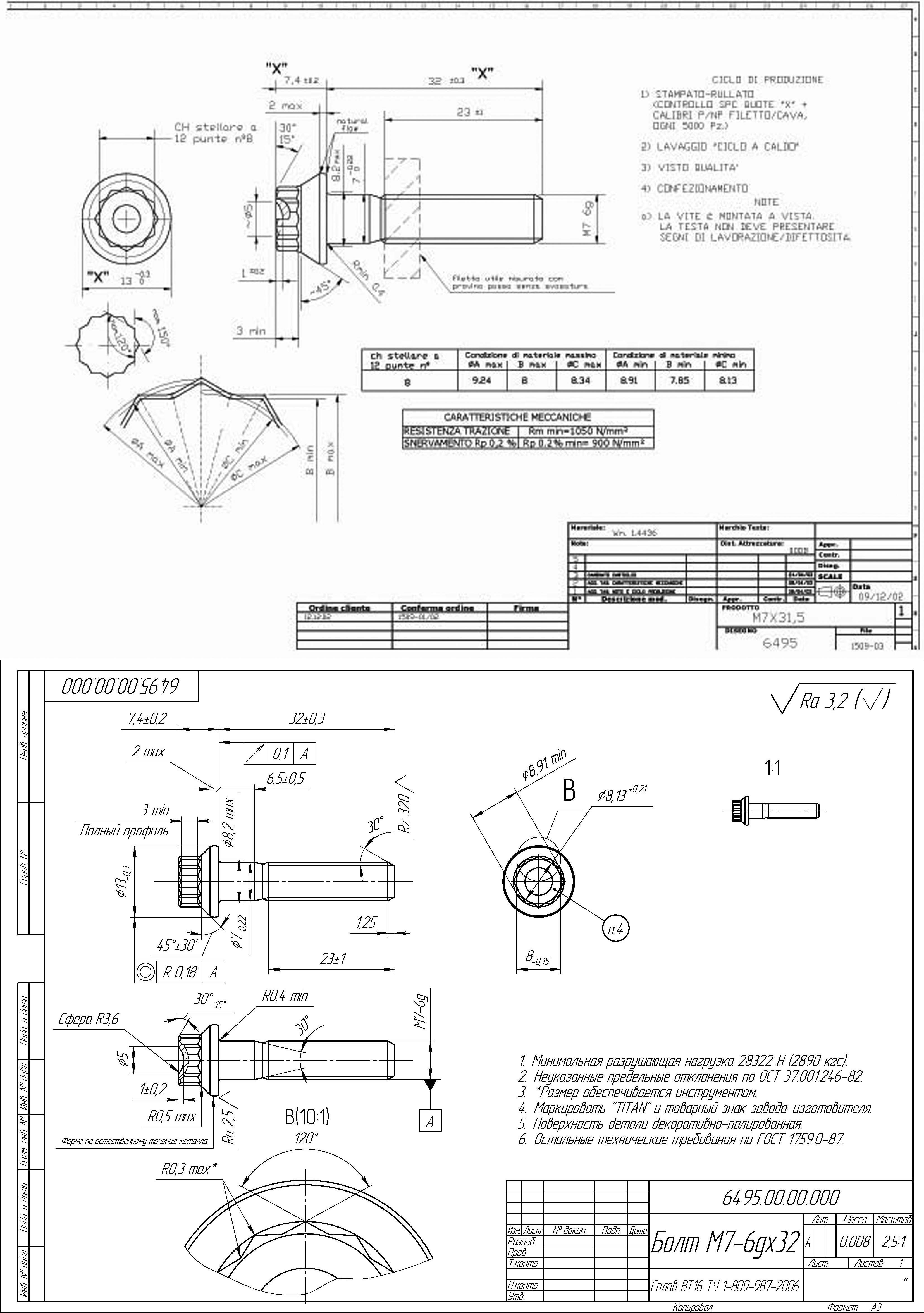
Чертеж выполнен автором статьи P.S. Не редкие случаи, когда у потребителя или торговой компании есть иностранные чертежи на крепёжные детали, с обозначениями, пометками, надписями и техническими требованиями к шероховатости, твёрдости, защитному покрытию, выполненные на иностранном языке с учетом своих собственных государственных стандартов или стандартов предприятия. Такие чертежи крепёжных деталей практически не приемлемы как для производства, так и для последующего контроля качества готовой продукции. Решением в этом случае также является согласованный между сторонами чертёж крепёжной детали, выполненный в полном соответствие с ЕСКД. Более частое явление - это эскизы, выполненные с "живой" крепёжной детали. Но, чаще всего в эскизах на крепеж указаны только основные размеры детали и иногда твёрдость. Эскиз, или "живую" деталь в спецификацию к договору не приложишь. И в этом случае выход один - чертёж крепёжной детали по эскизу или "живой" детали, выполненный в полном соответствие с ЕСКД, и согласованный между сторонами договора.
Чертеж выполнен автором статьи
Чертеж выполнен автором статьи Август 2023
|
NATIONAL MACHINERY ALBUM. Детали и станки для их производства. – 47 с…
Нержавеющие саморезы DIN 7981: Оборудование и технология производства, Пакет материалов – 33 файла…
Производство Т-Болтов и Т-Гаек. Оборудование и технология. Пакет материалов – 26 файлов…
Оборудование и технология производства вытяжных заклепок, Пакет материалов – 37 файлов…
Оборудование для высадки и накатки резьбы деталей
Расчет потерь при подготовке металла и производстве деталей
Атлас схем и типовых конструкций штампов. Объемная штамповка. В.А. Бабенко, В.В. Бойцов, Ю.П. Волик. – М.: Машиностроение, 1982. – 104 с., ил.
Альбом конструкций универсальных штампов. Разделительные и формообразующие операции – 107 с.
Практическое руководство по проверке расчета пружин при изготовлении. Н. Новгород, 1951. – 39 с.
СТП 107.3.19-81 Калибры-пробки гладкие диаметром от 3 до 50 мм. Конструкция и размеры. 1981. – 36 с.
СТП 107.3.17-81 Скобы листовые для диаметров от 10 до 100 мм. Конструкция и размеры. 1981. – 30 с.
Справочник. Под ред. д-ра техн. наук проф. Г.А. Навроцкого. М., Машиностроение, 1973 – 496 с.
Вопрос 23: Есть ли у Вас перечень фирм, занимающиеся производством строительного крепежа? Технологические расчеты упругих элементов.
Вопрос 68: Если Вы имеете контакт с фирмой YUTA Прошу выслать каталог с прайсом.
| |
Опубликованные и неопубликованные рукописи автора: | |||||||
|
|
|
|
|
|
|
|
|
При использовании материалов сайта обязательна ссылка на сайт и автора следующим образом: |
![]()
![]()
![]()
![]()