|
авторский проект Напалкова Александра Валерьевича |
|
|||
|
|
||||
|
|
|
|
|
|
|
||||
|
новости :: рейтинг производителей метизов :: проекты :: рукописи :: журналы :: наука :: технологии :: оборудование :: производство |
||||
|
|
||||

|
ФАКТОРЫ, ВЛИЯЮЩИЕ НА
ПРОИЗВОДИТЕЛЬНОСТЬ |
|||
|
МНОГОПОЗИЦИОННОГО
ХОЛОДНОВЫСАДОЧНОГО АВТОМАТА |
|||
|
|||
|
А.В. НАПАЛКОВ, канд. техн. наук |
|||
|
|
Факторы, влияющие на работу узла
подачи проволоки. Факторы, влияющие на работу узла
отрезки заготовки. Факторы, влияющие на работу
узла переноса заготовки. Факторы, влияющие на
формообразование заготовки. Факторы, влияющие на работу
выталкивателей блока матриц. Факторы, влияющие на работу
узла обрезки головки детали. Факторы, влияющие на работу
механизма снятия фаски на конце стержня. Факторы, влияющие на работу
механизма накатки резьбы. |
||
|
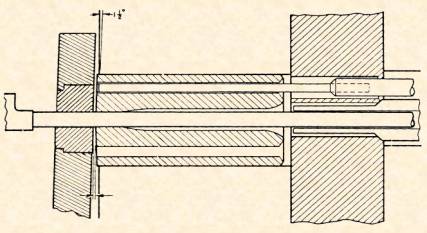
Факторы, влияющие на работу
узла отрезки заготовки. |
|||
|
|
|||
|
1. Короткие отрезки проволоки возникают при проскальзывании или обратном ходе подающих роликов. Иногда проблема возникновения коротких отрезков заготовки решается установкой упора без дополнительной регулировки подачи подающих роликов. Длину подачи следует установить таким образом, чтобы проволока прикасалась к упору. Установка упора проволоки должна обеспечить достаточно точный отрезок заготовки. |
|||
|
2. Выпадение отрезка заготовки часто происходит из-за неправильной установки выталкивателя из ножа или установки лапок переноса. В первую очередь следует проверить выталкиватель. Установка длины хода выталкивателя должка обеспечивать достаточный ход выталкивания и исключить излишний ход проталкивания заготовки через лапки переноса. При применении узких лапок переноса необходимо особенно точная наладка. Выталкиватель должен выталкивать заготовку полностью из ножа для исключения проблем при транспортировке заготовки. Выталкиватель не должен выходить из ножа, так как его могут повредить подвижные лапки переноса транспортера. |
|||
|
3. Все части инструмента, которые могут повредить проволоку при отрезке, влияют на качество конечной детали. Зазор между ножом и втулкой влияет на качество реза. Зазор регулируется в зависимости от диаметра и марки проволоки и примерно равен 0,02 х d проволоки. Проволока из более мягкого материала требует обычно больше зазор, а из более твердого материала – меньше зазор. Окончательная величина зазора выбирается при полной скорости работы автомата. Изношенные ножи и втулки снижают качество и чистоту реза. |
|||
|
4. В ряде случаях при отрезке длинной заготовки заготовка имеет небольшой изгиб, что часто связано с существующей кривизной витка проволоки в мотке. Если такой изгиб не устраняется до отрезки, он остается и дальше на конечной детали. Существующее вспомогательное устройство для рихтовки проволоки следует периодически проверять на правильную наладку и работу. |
|||
|
Апрель 2006 |
|||
|
Другие
рукописи: |
|||
|
К вопросу
изготовления фаски на крепежных деталях методами холодной объемной штамповки.
Март 2006 (40.0kb) |
|||
|
Технология
формообразования стержневых деталей со значительными перепадами сечения и
фигурным подголовком. Март 2006 (33.50kb) |
|||
|
Технология
производства плоских шайб с увеличенной высотой методом холодной объемной
штамповки. Декабрь 2005 (13.49 kb) |
|||
|
Необходимые условия
для организации производства автонормалей на машиностроительном предприятии.
Ноябрь 2004 (26.20 kb) |
|||
|
Подходы к комплексной
автоматизации проектирования многопереходных технологических процессов
холодной объемной штамповки. Опубл. Журнал «Метизы». 2005.
№03(10) С. 46-48 (27.08 kb) |
|||
|
новости ::
рейтинг
производителей метизов :: проекты
:: рукописи ::
журналы ::
наука ::
технологии :: оборудование ::
производство |
|
|
При использовании
материалов сайта обязательна ссылка на сайт и автора следующим образом: © Напалков
Александр Валерьевич : Рукописи : на www.nav.t-k.ru |
Последнее обновление01-05-2006 |