|
авторский проект Напалкова Александра Валерьевича |
|

|
Оборудование
для высадки и накатки резьбы деталей
Атлас
конструкций холодновысадочного и резьбообразующего инструмента.
Профиленакатные
станки моделей UPWS 16, UPWS 16-1, UPWS 25, UPWS 25-1 Инструкция по эксплуатации. – 149 с.
Как открыть свой
магазин по торговле крепежом Если Вы давно присматриваетесь к теме крепёжных изделий, и всё больше созреваете для открытия СВОЕГО небольшого (возможно пока!) магазина по торговле ими - то статья именно об этом. Читайте, если Вы ищите ответы на вопросы: с чего лучше начать этот бизнес, с какой суммы начинали другие, как развивались, к чему пришли, какие основные трудности в продаже, какие позиции наиболее ходовые, какие нет, насколько интересно это дело…
Атлас
конструкций холодновысадочного и резьбообразующего инструмента. Инструмент для формообразования внутренней резьбы. – 33 листа.
Анализ условий
формирования производства автокомпонентов в России На
карте России за последние годы появилось несколько десятков новых
предприятий, занятых сборкой автомобилей зарубежных марок по закупленным
технологиям и оборудовании. Их число, несомненно, будет расти. Но
крупномодульная сборка — относительно несложный процесс, не требующий
серьезного инженерного обеспечения и не позволяющий сократить ни технологическое
отставание нашей промышленности, ни решить проблему занятости населения…
Инженерные
программы бесплатно >> по фосфатированию металла под холодную высадку. – 4 с.
Одноударный
трехпозиционный высадочный автомат модели 13ВА-12. Паспорт. – 35 с.
Кроха В.А. Кривые упрочнения металлов при холодной
деформации. – М.: Машиностроение, 1968. – 131 с.
Крупнейшие
дилеры автокрепежа - прямые ссылки на сайты торговых представителей -
продавцов крепежных автодеталей…
таблица
Fiat-ВАЗ 10140 Глухие гайки …>> Вопрос
120: Хочу заняться производствам
саморезов в небольшом объеме. Подскажите пожалуйста по производству саморезов
а именно какие станки лучше выбрать и чьего производства? Процесс закалки саморезов (в некоторых источниках вычитал что
сталь 08, 10 не подлежит закалке) и какую выбрать технологию закалки? Процесс чернения саморезов? И как можно удешевить производство? Вопрос
119: Меня интересуют
станки по производству саморезов. По цене не выше 500 тыс. руб. Что Вы
могли бы по рекомендовать? |
перспективы крепежных соединений в автомобилестроении Бунатян Г.В., канд. техн. наук, НАПАЛКОВ А.В., канд. техн. наук
Наиболее достоверный способ
определить, какая выгода от применения крепежных систем новых, прогрессивных
конструкций позволяет сравнение с традиционным крепежом, начиная с момента
начала проектирования, заканчивая проведением унификации и оптимизации
выпускаемой техники. Только по результатам всестороннего анализа, включая
технологические процессы производства и сборки, возможно дать объективную
оценку эффективности совершенствования крепежных соединений в
автомобилестроении. Не секрет, отечественное
автомобилестроение заметно отстаёт от зарубежного в области применения
прогрессивных видов крепёжных систем. Это относиться и к конструкциям, и к
прочностным свойствам применяемого крепежа. По-прежнему в автотранспортном
средстве (АТС) остаётся много крепёжных соединений с непомерно большим
количеством пружинных и плоских шайб. Лишь в последние 2-3 года в
автомобильной и автомоторной промышленности возрастает потребность в
обновлении конструкций крепёжных соединений, но темпы применения
прогрессивного крепежа еще далеко недостаточны. Для определения, что выгоднее
применять в АТС - традиционные или прогрессивные крепежные системы просто
надо сравнить следующие критерии и характеристики, отражающие конструкцию
деталей, технологию их изготовления и особенности монтажа и эксплуатации: 1.
Вес
головки готовой детали и норма расхода материалов на изготовление крепежной
детали; 2.
Схема
холодной высадки крепежной детали на холодновысадочных автоматах; 3.
Производительность
и стоимость холодновысадочных и резьбообразующих автоматов, трудоёмкость их
обслуживания; 4.
Трудоёмкость
и стоимость изготовления холодновысадочного инструмента, его стойкость и
расход на программу выпуска детали; 5.
Площадь
опорной поверхности головки крепежной детали; 6.
Способность
привода крепежной детали многократно передавать заданный крутящий момент при
сборке и демонтаже (особенно важно для высокопрочного крепежа); 7.
Возможность
механизации и автоматизации сборки в зависимости от формы привода крепёжной
детали; 8.
Износ
элементов передачи крутящего момента при сборке и разборке на крепёжной
детали и ключе, стоимость и долговечность ключей и отвёрток для сборки; 9.
Наличие
направляющих элементов на конце стержневой части для попадания в резьбовое
отверстие при сборке. Раздел 1. Оценка
состояния технического уровня крепёжных изделий, применяемых в автомобилестроении Основополагающий тезис,
применимый к текущему состоянию технического уровня крепежных изделий в
автомобилестроении России в свое время определил один из идеологов маркетинга
Филипп Котлер: «Важно своевременно и правильно оценивать жизнеспособность
основных видов продукции предприятия. Опасно рассчитывать на «вчерашних
кормильцев» и не уделять внимания «кормильцам завтрашним», надо вовремя
выявлять продукцию, приближающуюся или вступающую в стадию упадка, готовить
ей замену». Положение
основных видов крепёжных деталей, применяемых сегодня в автомобильной и
автомоторной промышленности, представлено на диаграмме «жизненного цикла».
Этап 1. Выход (выведение
товара на рынок). Рынок имеется, формируется, но ещё не подготовлен, хотя
интерес к новому продукту несомненно проявляет. Начинается сбыт наиболее
подготовленным потребителям. Этап 2. Рост. Потребители и рынок положительно
реагируют на новую продукцию, если её качество и технический уровень приносят
выгоды потребителям. Появляются новые сегменты рынка, с увеличением объемов
производства снижается цена продукции. В АТС находят место всё большее
количество болтов и винтов со звездообразным приводом, винтов и болтов
резьбовыдавливающих. Применение прогрессивных крепежных систем позволяет
модернизировать крепежные соединения, в том числе избавляться от шайб, как от
лишних деталей. Этап 3. Зрелость. Самый продолжительный и стабильный этап, в том числе по
прибыли, хотя темпы роста сбыта
постепенно снижаются. Группы стандартных крепёжных деталей, находящихся на
этом этапе, имеют относительно устойчивый спрос на рынке. Это и болты и гайки
с фланцем, гайки самостопорящиеся. У приварных, неподвижных и закладных
квадратных гаек уже существует замена: гайки односторонней постановки. Аналогичная замена по приварным болтам и шпилькам – это
шпильки односторонней постановки.
Болты с шестигранной нормальной головкой и винты с внутренним
шестигранником начали уступать место болтам с наружным и с внутренним звездообразным приводом. Винты и винты
самонарезающие с прямым и крестообразным шлицами меняют на звездообразное
углубление. Таким образом, можно утверждать, что некоторые типы крепёжных
деталей, находящихся на этапе «Зрелость», приближается к «Упадку». Этап 4. Упадок. Изделия постепенно теряют
применяемость, их технический уровень не удовлетворяют потребителей,
приходится снижать цены, падает рентабельность. Такие изделия мешают началу
энергичных действий по их замене. Раздел 2.
Принципы унификации крепёжных
деталей. Важным и эффективным средством
совершенствования крепёжных соединений следует считать унификацию применяемых
конструкций изделий. Одним из возможных и наиболее перспективных вариантов
можно считать повсеместное применение винтов и болтов со звездообразным
приводом, получающим всё большее распространение в мировой практике. Перспективы по
унификации имеются и у самонарезающих винтов по резьбам и применяемым
диаметрам, по гайкам и по другим видам крепёжных деталей. Одним из принципов
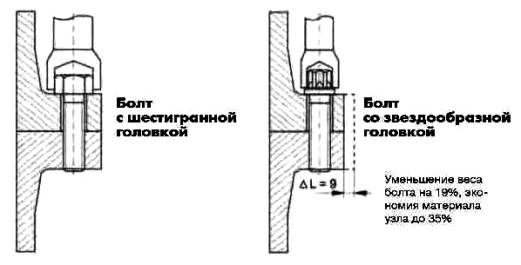
создания современной автомобильной техники является снижение веса
автомобильных компонентов с одновременным повышением прочности. Например,
замена шестигранного болта на болт со звездообразной головкой позволяет
получить экономию веса на 19%, а экономию материала на 35%. Замена
шестигранного фланцевого болта на болт со звездообразной головкой позволяет
уменьшить вес головки и расход материала на 23%. Фланцевые болты со звездообразной
головкой позволяют уменьшить монтажное пространство и массу фланцевого соединения
до 50%. За счет применения фланцевых болтов со звездообразной головкой
показана возможность уменьшения монтажного пространства и веса.
Раздел 3. Сопоставление технологий изготовления винтов и болтов. Сравнение технологий, применяемого
оборудования и инструмента при изготовлении традиционных деталей, находящиеся
на этапе «Зрелость» и «Упадка» и прогрессивных крепежных систем, находящиеся
на этапе «Роста» позволит решить вопрос: Как максимально быстро и эффективно
перейти производителю традиционного крепежа на прогрессивный крепеж. Рассмотрим технологию
производства резьбовыдавливающего крепежа и крепежа со звездообразным
приводом и определим какую технологию, оборудование и инструмент для
изготовления крепежа из этапа «Зрелость» с минимальными затратами возможно
адаптировать для производства резьбовыдавливающего крепежа и крепежа со
звездообразным приводом. По конструкции и определяющим международным
стандартам резьбовыдавливающий крепеж отличается от традиционных болтов с фланцевой
шестигранной головкой или с внутренним шестигранником наличием резьбового
стержня, позволяющий при монтаже образовывать резьбу в гладком отверстии
путем ее выдавливания без образования стружки. Наиболее часто применяемая
конструкция резьбовыдавливающих винтов и болтов имеет метрическую резьбу
лобулярной формы.
Учитывая, что отличие от
традиционных болтов с фланцем и винтов с внутренним шестигранником
заключается только в конструкции стержневой части, то и особенность технологии
изготовления резьбовыдавливающего крепежа – изготовление стержня с
метрической (или дюймовой) резьбой лобулярной формы. Технология изготовления резьбы
лобулярной формы выполняется в два этапа: 1. формирование гладкого стержня с
лобулярным профилем; 2. накатка резьбы. Формирование гладкого стержня с
лобулярным профилем выполняется прямым выдавливанием на первой позиции
пластического формообразования заготовки детали. Накатка резьбы выполняется
стандартным резьбообразующим инструментом, например, плоскими плашками. Такая
возможность использования обычного, рядового резьбообразующего инструмента
связана с особенностью лобулярного профиля, имеющего размер
трехгранного профиля сечения стержня С, замеренный по любой произвольной оси,
равен сумме радиусов, образующих профиль С=R1+R2, где: R1 -
радиус вершины профиля; R2 -
радиус основания профиля: k -
некруглость профиля, характеризующая отклонение профиля от круга (величина
затыловки профиля). По конструкции и определяющим
международным стандартам крепеж со звездообразным приводом отличается от
традиционных болтов с фланцевой шестигранной головкой или внутренним
шестигранником наличием вместо шестигранного профиля – звездообразный
профиль, соответственно и особенность технологии изготовления крепежа со звездообразным
приводом – изготовление головок со звездообразным профилем. Схема высадки головки с
наружным звездообразным профилем и конструкция
холодновысадочного инструмента практически не отличается от схемы высадки
деталей с многогранной головкой и фланцем, полученной редуцировкой
многогранника и локальной осадкой фланца. Формирование в головке детали неглубокого
углубления со звездообразным профилем осуществляется на тех же
холодновысадочных автоматах для высадки деталей с крестообразным шлицем.
Формообразующие пуансоны для высадки крестообразных шлицев имеют более сложную технологию
изготовления, чем пуансоны для звездообразного углубления. При этом объём
металла вытесняемый пуансонами при формировании звездообразного углубления
больше, т.е. головка легче. Технология
и необходимое оборудование для высадки головки крепежной детали с глубоким
звездообразным углублением идентична технологии высадки крепежных деталей с
внутренним шестигранником, с использованием тех же холодновысадочных
автоматов, где имеется возможность съема заготовки с формообразующего полость
пуансона. Безусловно, существуют целый ряд
стандартизированных и специальных конструкций крепежных деталей, которые
совмещают наружный или внутренний звездообразный привод с резьбовыдавливающим
стержнем. Для сравнения, ниже приведены схемы высадки
головок крепежа с наружным и внутренним звездообразным профилем б), в) и
устаревающей конструкции головки болта с шестигранной головкой а).
Технологический процесс холодной объемной
штамповки на многопозиционном холодновысадочном автомате состоит из
формообразующих (осадка, высадка, редуцировка, выдавливание прямое,
выдавливание обратное, накатка) и разделительных операций (пробивка, обрезка,
подрезка). В зависимости от формы, размеров, механических свойств конечной
детали операции могут повторяться по позициям, применяться в комбинации
(например, редуцировка + высадка), или отсутствовать. Подробно об основах
технологии холодной объемной штамповки и формообразовании резьбы крепежных
деталей, схемах деформации, оборудовании и инструменте описано в работах: Machinefabriek Herentals n.v. NEDSCHROEF©
Belgium – 23 c 13.
Писаревский М.И. Накатывание точных резьб и
шлицев. М., Л.: Машгиз, 1963. – 180 с. Июнь 2011
|
Оборудование
для высадки и накатки резьбы деталей
Расчет
потерь при подготовке металла и производстве деталей
Атлас схем и
типовых конструкций штампов. Объемная штамповка. В.А. Бабенко, В.В. Бойцов, Ю.П. Волик. – М.: Машиностроение, 1982. – 104 с., ил.
Альбом
конструкций универсальных штампов. Разделительные и формообразующие операции – 107 с.
Практическое руководство по проверке расчета пружин при изготовлении. Н. Новгород, 1951. – 39 с.
СТП
107.3.19-81 Калибры-пробки гладкие диаметром от 3 до 50 мм. Конструкция и размеры.
1981. – 36 с.
СТП
107.3.17-81 Скобы листовые для диаметров от 10 до 100 мм. Конструкция и размеры. 1981.
– 30 с.
Справочник. Под ред. д-ра техн. наук проф. Г.А. Навроцкого. М., Машиностроение, 1973 – 496 с.
Вопрос 23: Есть ли у Вас перечень
фирм, занимающиеся производством строительного
крепежа? Технологические
расчеты упругих элементов.
Вопрос 68: Если Вы имеете контакт
с фирмой YUTA Прошу выслать каталог с прайсом. Вопрос 66: Прошу Вас, сообщите
полный перечень таблиц Фиат Ваз на заклепки. Вопрос 64: Хотел бы спросить Вас, нет ли в Вашем распоряжении
литературы по технологии резьбонакатки, особенно саморезов? Нужны технологические
расчеты. Если нет, то, может быть, подскажете...
|
|
|
|
|
|
|




























Опубликованные и неопубликованные рукописи автора: |
|||||||
|
|
|
|
|
|
|
|
Маркировка крепежа |
Контроль качества |
Разделительные операции |
Обзор развития ХОШ |
Стопорящиеся гайки |
Низкие гайки |
Фаска на деталях |
Плоские шайбы |






|
При использовании
материалов сайта обязательна ссылка на сайт и автора следующим образом: © Напалков
Александр Валерьевич : Рукописи : на www.nav.t-k.ru |
Последнее обновление02-06-2011 |